cfmrc
Seasoned Member

Posts: 107
|
Post by cfmrc on Sept 26, 2021 7:15:23 GMT
We in the UK seem to have a long tradition of building loco superstructure to a different scale from the track gauge - the 4mm "00" fraternity is a case in point, as are the Greenly-designed 15" gauge locos on the RH&DR. So yes, the 4mm "00" stuff is very wrong - compare it with the 18.83mm layouts you sometimes see - but an awful lot of people are quite happy with Hornby, Dapol and Bachmann. It doesn’t get much better with N gauge, as we have 2mm fine scale at (nominally) 9.42mm gauge. At least 3.5” at 1/16” scale is good enough for government work. Tim |
|
|
|
Post by springcrocus on Sept 27, 2021 16:07:07 GMT
Bogie pivot blockThe bogie pivot block sits in the bogie spacer and allows the bogie to both turn and slide, an important function in allowing a locomotive to negotiate tighter curves than would be possible if the bogie only pivoted, effectively shortening the wheelbase. The drawing suggests a gunmetal casting or bronze but there is nothing wrong with brass in this application. Unfortunately, I had nothing large enough to make this from a single billet so resorted to using offcuts once again. Maybe I should call this locomotive "Bitsa" 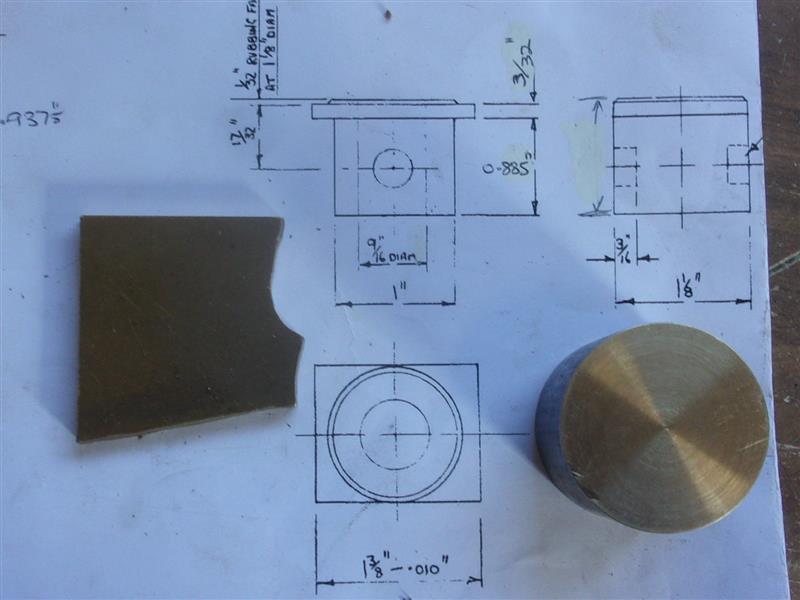 The round billet was faced off and a 3/16" long spigot turned on it 3/4" diameter and I also drilled and bored the 9/16" diameter kingpin hole. The 3/16" thick brass plate offcut was milled all round to leave a rectangular section 1.3/8" x 1.1/16", a slight change from the drawn size. Then a 3/4" hole was drilled and bored in this plate and the two parts silver-soldered together. In my enthusiasm, I forgot to take a picture at this stage. The assembly was loaded to the mill vice and the thickness reduced, equally both sides, to finish at about 1.050", not particularly important because it serves no useful function. The drawing shows 1.125" but my plate wasn't large enough for this.  The next stage was to bring the sliding surfaces to somewhere near size and equally-spaced either side of the hole. The billet was supported on a near-size bar of mild steel and the outer faces milled, cleaning up one face, flipping it over and cleaning the other face at the same setting. After measuring, an equal amount was take off each side, aiming to finish at an overall size of 1.372". Then the narrower section was roughed out using the same technique but leaving both the shoulder and the width oversize.  With the relative positions of the faces and the hole fairly accurate, it was easy to finish the width by loading to the vice orientated to the top face. With the fixed jaw being "Y0", the shoulder was reduced to 0.130" ( another modification on my part) and the width reduced to a couple of thou under the inch.  To clean up the underside of the flange I used an end mill on the same setup, finishing the thickness at 0.125". Then I went to the lathe and loaded the billet to the independant 4-jaw chuck, clocking true on the bore. The tape is sufficient to prevent marking of the body. I've only just nipped this up lightly, the shoulders rest against the chuck jaws and it can't go anywhere! A round billet can spin in the chuck, not so a square item but people still tend, unneccessarily, to pull the chuck up tight. Thirty thou was skimmed off the face to leave a bearing surface for the underside of the bogie bolster.  To stop the bogie dropping on my foot when the loco is lifted, it requires a clamping plate underneath. This was cut from some 14swg brass sheet, milled to 1.375" x 1.050", four fixing holes drilled and the centre hole drilled out to 5/8" diameter. Matching 6BA holes were drilled and tapped into the bottom of the block and I also machined the pockets for the side control springs using an 8mm slot drill but didn't bother to take a photo of this.  When I first bolted the plate to the bottom of the block, it locked up tight in the slideway. The block was put back in the vice and an extra five thou removed from the underside of each flange. After that, the block slid freely, but not sloppily, along the channel.  Now I just need to make the kingpin and this assembly is complete. Regards, Steve
|
|
|
|
Post by springcrocus on Sept 30, 2021 16:58:05 GMT
Pivot pinThe kingpin, or pivot pin as it's called on the drawing, is relatively simple turning and I made mine in a single operation. An offcut of 1" diameter mild steel was turned in stages, starting with the mounting pin and it's thread. I don't have a 5/16" x 32 tpi button die and don't see the need for a fine thread so M8 x 1.25 was used instead. Then the body of the pin was turned to 9/16" diameter but I shortened the length to fifteen thou greater than the length of the pivot block and it's retaining plate. With the head of the pin turned to 7/8" diameter, the pin was parted off  And then I realised that I had forgotten to drill the oil hole through the centre. All was not lost, though, and the pin was set in the bottom of the vice and held with a pair of vee-blocks resting on the shoulder. From here, it was easy to find the centre and drill the 3.2mm diameter hole to a 1" depth.  To drill the cross-hole, I flipped the blocks over sideways and eyeballed the middle of the pin. The "Y" axis position stays the same, of course, so I was confident of hitting the hole down the middle.  It certainly beats making a sleeve to hold the pin in, especially as it's a slightly unusual size and unlikely to be used again. Regards, Steve
|
|
jma1009
Elder Statesman

Posts: 5,918
|
Post by jma1009 on Sept 30, 2021 22:49:05 GMT
As a bit of an aside that will probably annoy Steve again, Bert Brock's 'Alverstone' had leaf springs and ran very well with them on the track.
(Well worth IMO the extra work).
The axlebox bearings are not very generous and will probably wear quite badly especially if you don't reduce the cylinder bore as I have advocated and don't do the valve gear mod so that you don't have to always run in full gear.
Mine - abandoned - had cast iron meehanite axle boxes. If I were to do it again I would definitely have split axleboxes for the coupled wheels. And with proper felt pads at the bottom. It is always going to be a loco for high days and holidays but it would be nice to say that for the next boiler test you haven't got to do a major overhaul on the chassis..
|
|
|
|
Post by springcrocus on Oct 1, 2021 7:08:34 GMT
As a bit of an aside that will probably annoy Steve again, Bert Brock's 'Alverstone' had leaf springs and ran very well with them on the track. (Well worth IMO the extra work). The axlebox bearings are not very generous and will probably wear quite badly especially if you don't reduce the cylinder bore as I have advocated and don't do the valve gear mod so that you don't have to always run in full gear. Mine - abandoned - had cast iron meehanite axle boxes. If I were to do it again I would definitely have split axleboxes for the coupled wheels. And with proper felt pads at the bottom. It is always going to be a loco for high days and holidays but it would be nice to say that for the next boiler test you haven't got to do a major overhaul on the chassis.. Dear Julian, what on earth makes you think that you will annoy me? We will continue to disagree about the "scale" issue but, aside from that, your comments are always welcome.
With regard to the springing of the loco, you must have got your threads mixed up. DY shows leaf springs on the drawing and leaf springs are what "Calbourne" is going to get. As for the bearings, well I have my own ideas about that.
Kind regards, Steve
Update: Oops, apologies in order. I've just checked the drawings and realised I was getting confused with the bogie springs. DY does, indeed, omit the leaf springs on the coupled wheels and has replaced them with coil springs. I will be making leaf springs and now need to get to Havenstreet to view how they are mounted on the loco.
Regards, Steve
|
|
|
|
Post by Nigel Bennett on Oct 1, 2021 14:10:30 GMT
Have you got OS Nock's Great Locomotives of the Southern Railway, Steve? On p55 there's a GA of the O2, showing the leaf spring arrangement. Very small, admittedly, but it's what I used to make mine. I can email you some drawings and photos of mine if you wish.
|
|
|
|
Post by Cro on Oct 1, 2021 16:55:13 GMT
I’ll be interested to see what you do with the springs Steve as the one I have here has far too stiff springs and I need to make changes. I don’t have drawings so was going to be a case of working through it when I get time.
I also believe it to be under gauge which gives a whole other world of issues, any chance you want to make two crank axles when you get that far??
Keep up the great work.
Adam
|
|
jma1009
Elder Statesman
Posts: 5,918
|
Post by jma1009 on Oct 1, 2021 22:34:50 GMT
Havenstreet have the drawings from when built, and Laurie Hunt might have more than Havenstreet have from when his Dad Dennis Hunt was building his 3.5"g version of W31 'Chale', and paid for copies of the drawings from Eastleigh.
There is also the original GA in Don Bradley's volumes of LSWR locos. I enlarged this on the photocopier at work to A3 size and it came out very well.
Happy to post you on loan what I have.
|
|
|
|
Post by springcrocus on Oct 2, 2021 7:06:37 GMT
Nigel, I don't have a copy of that particular O. S. Nock book and would be grateful for any additional information you can provide. I will PM my email address to you.
Adam, I might be making some changes here but, if what I make works for you, I would be happy to make a "spare".
Julian, I would be pleased to borrow any material you might like to share and will PM my email address to you. I will email you a "postage paid" label if you let me know the size and weight of any package you might be prepared to send.
I'm also going to PM Dan (steamingmess) to see if he can arrange access to the loco for me sometime in the next two weeks and, possibly, access to the drawings also.
Regards, Steve
|
|
|
|
Post by springcrocus on Oct 3, 2021 16:19:19 GMT
Bogie framesThese are the second set of laser-cut frames and were set up in similar fashion to the main frames. Someone privately queried my term "tee-slot packers" and this photo shows the complete set-up. The packers are a tight fit in the slots and, although they don't look it, are very accurate. If I wanted to clock the edges after removing the packers, I would expect to see no more than one thou deflection.  DY has given hole sizes for the horn cheeks that seem to indicate rivets should be used. The horn cheeks on Calbourne are afixed with bolts, nutted on the outside. Therefore, I will fix mine with 10BA bolts and have resized the holes on the drawings accordingly. The stretcher-fixing holes have been drilled 3.0mm diameter and I'm countersinking to suit M3 screws. I prefer to use a drill, ground to 90 degrees, rather than proprietary countersink tools because I can control the amount of backing-off. The slight chatter in the holes is deliberate, it aids pulling the screws up tight.  These are the finished frames and you might notice an extra hole either side of each horn cutout. Because I will be using 10BA screwd to hold the horn cheeks in place, I have added a 3/32" dia dowel-pin hole to help keep the horns in place. Two per unit would have been ideal but space is a little tight here.  I slipped up by not looking ahead when I made the bogie stretcher, tapping 6BA fixing holes. I have redrilled the holes 2.5mm diameter and overtapped the threads with M3. The metric countersunk socket screws are considerably cheaper than the 6BA ones. Regards, Steve
|
|
|
|
Post by silverfox on Oct 3, 2021 18:21:56 GMT
Sorry, Steve, if you build a loco to the wrong scale it will never look right. Amazes me that those with nothing positive to say are always keen to force their opinion on others. A great start Steve, just catching up with it now, always an inspiration, unlike others! Tim
How can jma1009 justify this? surely any item built to any scale will look correct as everything in the model will be in proportion to the real thing What julian has said would only apply to transport thaqt runs on rails I am not sure of what scaling was used when he started, 1in to 1ft that is the designers problem, BUT the B17 is being built to 1.0625 in to ft. which puts a scale standard gauge at just over 5in as mkes no difference. A narrow gauge loc can run on whatever guage it wishes, just as long as the loco is built to the gauge scale . And if putting a straight 1/12 scale next to one built to 1,0625 gives him the dry baulk, then stick a little tankie, GWR is ideal, Terrier also, built to either scale between them so it isnt so obvious what scale each one is BUT at the end of the day Does it really matter?? it is the builders choice, not his, nor mine, or anybodys. Nor have we got any right to criticise My bete noir is BR locos ( industrials not included) with incorrect lining or names/numbers they never carried, but i accept and respect the builders No 1 rule MY LOCO, MY CHOICE |
|
jma1009
Elder Statesman
Posts: 5,918
|
Post by jma1009 on Oct 3, 2021 19:26:47 GMT
A perfectly justified criticism of my own personal stance on this design in the above post. Totally accept that, and Don's design does produce a very lovely miniature loco with an excellent free steaming boiler. And let's not forget that Gerry Tull's 'Totland' example won a gold medal at the London ME exhibition!
|
|
|
|
Post by springcrocus on Oct 6, 2021 16:09:56 GMT
Equaliser beamsThe sides of the equaliser beams are the final laser-cut parts and are as accurate as expected. There are only two holes marked out on each for the spring hanger support pins. DY also does not show separately the support blocks that rest on the axleboxes, nor suggest a method of fixing them. I started by milling a length of 1/2" square black mild steel down to 7/16" square so that I could hold it in my 4-jaw self-centering chuck. The raw material was out-of-square so, for the second cut, I used a round bar to push the first milled face against the fixed jaw to guarantee squareness.  The round nipple that sits in the axlebox dimple was the first lathe operation, turning the front to 5/32" diameter by 1/8" long. You will see one of my expensive safety devices in use here: a length of sparky's tape covering the key holes of the main chuck. Only once have I undone the wrong chuck and dropped the 4-jaw onto the bedway.  The small radius was machined next using a form-tool that had been free-hand ground, then lapped with a piece of 4mm rod and grinding paste. Not a very good picture, I'm afraid.  Parting off was achieved using the standard fallback method. I generally have no concerns about parting off but even I baulk at parting off square material held in a chuck, held in another chuck on an eighty-year-old lathe with dubious bearings and a cross-slide with lots of backlash. After cutting off, they were returned to the chuck, up against a backstop and faced to 19/32" long.  To fix the blocks into the frame, I've chosen to drill four cross-holes and hold them in place with dowels and then silver-solder them. This guarantees that the nipples are square and bang-on 5" apart, to suit the axle boxes. A backstop was set on the vice and the blocks centre-drilled and drilled in turn.  The beams themselves were mounted the same way as the frames and bogie frames, all four at once, the centre found and the "X0" and "Y0" reference points set. Two of the frames have a 5BA thread and two have a 1/8" reamed holes. I drilled through all four at the tapping size and opened the larger two separately later. I also made the four spring hanger pins from some 0.195" (6BA) hexagon mild steel, of which I seem to have quite a lot. I have added all my own detail to the drawing for future reference.  Prior to all this, I searched for some 3/32" rod to act as dowels but couldn't find any, and my rivets were all too short. However, a tub of galvanised nails provided a suitable sustitute and a handful of these were dropped into citric acid to remove the zinc. They turned out to be 2.7mm diameter and this is what the holes were drilled to. The beams were assembled with the pins in place, the support pins holding everything together and the offcut from the 7/16" material used to support the middle. Silver-solder horseshoes were made and placed at the edges and the area well-fluxed.  I also added correction fluid around the threaded parts to protect the threads from scorching. They were set up in a hearth and heated till the solder flowed, getting some heat into the centre first, followed by each end. This picture was taken very shortly after completing the second end.  Once cooled, they were placed back in the pickle to clean off the flux and then the pins were dressed back to flush on the linisher although, when they were nearly flush, I did give them a good belt with a hammer to mushroom the heads a little. I could see silver-solder around the ends of the pins so I'm confident of a good melt. After a general clean-up, this is the end result and they can now be phosphated.  Regards, Steve
|
|
|
|
Post by springcrocus on Oct 10, 2021 8:49:02 GMT
Bogie spring brackets and bucklesThe two bogie spring brackets fit to the side of the bogie frames and support the spring buckles. I was able to use the two offcuts that were milled from the top and bottom plates of the bogie stretcher. After milling all round to get the finished rectangular dimensions, the cutouts for the buckles were removed first, stitch-drilling then milling with a 4mm carbide slot drill.  The ends were milled away next to leave the side legs for fixing to the frames. I chose to mill mine vertically because it kept more material within the vice. Just holding on the baseline with about 3/32" in the jaws is probably asking for the work to climb out of the vice.  The two fixing holes and the hole for the buckle support pin were drilled next. The centre hole was drilled 4.1mm to match the support pin which I have changed from 5/32" x 40 to M4. 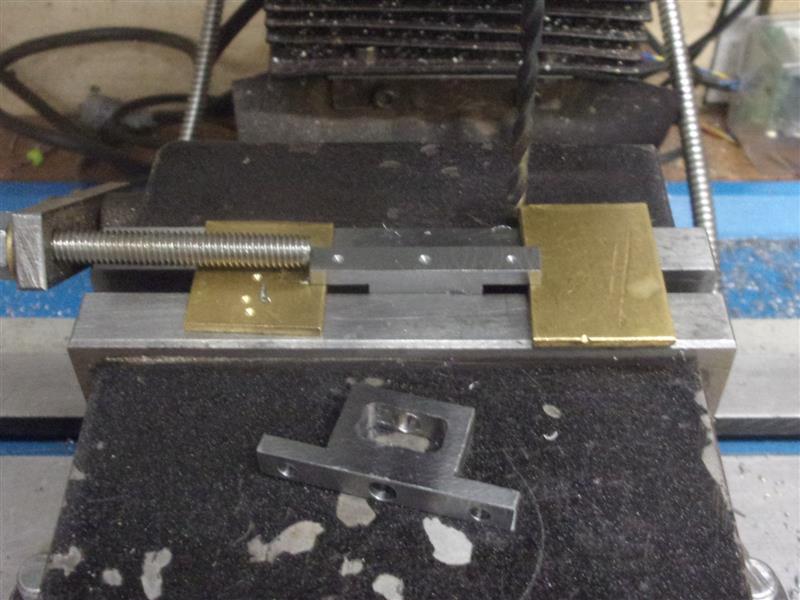 The support pin was turned from 6BA hexagon stock. These are the finished parts.  I had run out of suitable square material so the spring buckles were made from a couple of billets of 5/8" diameter mild steel, parted to 1.031" long and milled down to 7/16" square.  The rectangular end sections were formed next, using a backstop on the vice to control the length.  Being careful to get the orientation correct, they were reloaded to the vice on a packer, the packer removed and the cutout for the leaf spring stitch-drilled.  Then a larger slot drill was used to clear out most of the centre section and the sides finished with a file. I still need to complete these because my 1/4" square file was skidding all over the place and has now been binned (minus it's handle) and I'm waiting on a new one to arrive.  Regards, Steve
|
|
|
|
Post by flyingfox on Oct 10, 2021 16:05:51 GMT
Off to the IOW tomorrow, hoping to see Calbourne Tue or Wed.
Regards
Brian B
|
|
|
|
Post by springcrocus on Oct 12, 2021 9:43:22 GMT
Bogie staysThe two end stays on the bogie look to be quite flimsy affairs and I made mine from some 5mm thick gauge plate that was in the box. Cutting two strips from this, by hand, using a hacksaw took longer than all of the machining put together. After cleaning up the edges to finish at 7/16" wide, I trimmed them to length by loading them together in my small milling vice and passing a cutter either side. It was easy to get them identical and bang-on size this way.  Keeping them together as a pair, the centre sections were removed from the first side with a 12mm end mill, starting in the centre with a 25 thou DOC and working outwards with 10mm wide passes until the ends were 3/32" wide. For the other side, I milled up a special packer to set them as deep in the vice as possible and repeated the exercise.  With the milling complete, they were upended in the vice, one at each end, resting on 1/16" packers. This was then removed and the fixing holes drilled with a PCB drill.  The drawing shows them to be 3/16" wide but I left mine at the original thickness of 5mm. The extra five thou each side doesn't foul anything so it's not worth milling this down. 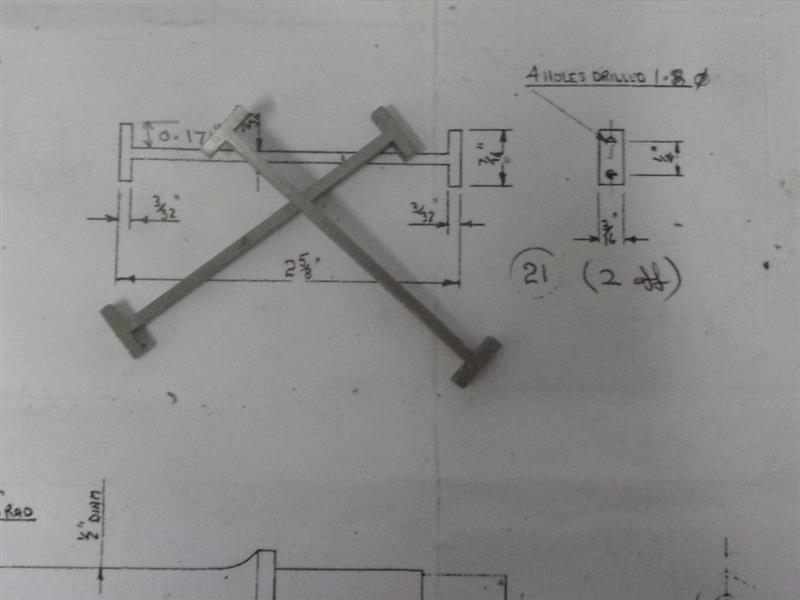 Another small job out of the way. Regards, Steve
|
|
|
|
Post by springcrocus on Oct 15, 2021 16:02:33 GMT
Bogie hornsI have made the bogie horns from eight blocks of Pumphouse bronze and, as usual, the first job was to cleanup all round and finish the outside dimensions. After getting opposite faces machined, I often find it easier to use a vice in a vice to get the side faces square to the ends.  The lower sections for the horn keeps were milled next with a 12mm end mill.  Using the bottom of the horns as the reference, they were loaded to a backstop and the waste between the webs removed. The form was followed round about ten thou shy of finished size, then the upstand removed, followed by a final pass around the perimeter.  DY shows the webs as 1/8" thick but that looks way too chunky so the central webs were machined to 3/32" thick.  I machined the four left-hand horns first, then reset the "Y" datum to make the right-hand ones using the same set of numbers.  The various holes were done next, including the blind 3/32" dowel hole which I made 1/8" deep. This is a modification that I have made to give additional support, the drawing has holes sized for rivets but I'm using 10BA bolts.  Checking with a 10BA bolt in a box spanner, the heads of the bolts were riding up the radius at the bottom of the central web so a long-series 6mm end mill was used to sharpen the internal corners. The lower web was fine  I used three different methods to machine the various angles. For the top of the bolting face I used a twenty degree angle gauge against a stop and a pin through one of the holes to set the height.  For the lower web, I used a small vice mounted on an angle table and ran carefully into the small void at the end.  And for the web in the middle, I mounted the horns directly to the table with a backstop and clamps. It was the only way to get clearance with the kit I've got.  These are the eight horn cheeks and the camera shows every machining mark although they are actually quite flat and smooth. I will give them a session in the sand blaster to dull the surface but these will be primed and painted later.  Regards, Steve
|
|
|
|
Post by coniston on Oct 15, 2021 20:38:11 GMT
Great work as usual Steve, I always find your various set ups interesting and make note for future. Keep it up.
Chris
|
|
|
|
Post by springcrocus on Oct 19, 2021 8:39:40 GMT
Bogie axleboxesI've changed the design of these because I have decided to use bronze liners for the bearings and thrust faces. Therefore, I have made the axleboxes from mild steel rather than cast iron or gunmetal. While I was over the Pumphouse cutting some bronze for the horns and other parts, John used his mechanical hacksaw to cut four blocks each, respectively, from some 1" square and some 1.1/4" square M.S. bar, the larger ones for the main axle boxes. After facing to 1.1/32" long, I machined the bores next, using an independant 4-jaw chuck. Because the bores are offset in the block, I set up the mill so that I could use a centre drill to give me something to clock to. I don't have a 19/32" reamer but I did find a 19/32" four-flute core drill in the box and this was used to size the bores.  Using an offcut, I checked to see how much material needed to be left for the drill to cut size and twenty thou undersize seemed about right, slightly more than I usually leave for a reamer. The blocks were drilled 1/2" dia, bored out to 0.570" dia and finished with the core drill. I also machined a 3/4" dia recess 1/16" deep to take a thrust washer. With all four done, they were reversed in the chuck, clocked true and the outer rubbing face machined.  The horn guides were machined next, roughing all the blocks out first with a 12mm end mill and leaving the faces five thou proud. The "Y" axis was set to 0.500" from the fixed-jaw face and remained at that setting for the rest of the operations. A second pass either side of plus or minus 0.130" at the same depth brought them close to finish size. With all eight channels roughed out, the blocks were returned for a final pass either side to leave the finished width of 0.750" and 0.687" across the faces.  The pocket for the nipple of the equaliser bar was done next. A backstop was set on the mill, the current "Y" axis position kept the same, the "X" datum set to the centreline of the axlebox and the pocket drilled with a centre drill. Over on the lathe, the axleboxes were trued up to the centre so that I could machine the top face to size, leaving the upstand.  With the tops completed, it was back to the mill, reload the work to the stop and finish the dimple to depth with a 4mm ball-nosed slot drill. The next picture shows the form of the pocket which had been shaped with a fifteen-degree plunge tool.  The two final ops were to reduce the width of the front flanges to 15/16" and the rear flanges to 7/8", although the rear ones will be reduced again once they are fitted to the horns. These were a simple pass of the end mill down the left-hand side and back up the right side.  The finished boxes will now be stored until I've finished the horns, then will be tweaked to fit and the bearings pressed in.  Regards, Steve
|
|
kipford
Statesman
 Building a Don Young 5" Gauge Aspinall Class 27
Building a Don Young 5" Gauge Aspinall Class 27
Posts: 575 
|
Post by kipford on Oct 19, 2021 8:59:57 GMT
Steve
I love the setup for centring the axle boxes in he four jaw, I will file that away. Slightly off topic have you steamed the Brit yet?
Dave
|
|








