|
|
Post by Roger on Mar 29, 2014 14:13:35 GMT
I've not heard of that package. When you say 3D milling I presume you mean full 3D contouring? I've only used that a couple of times, most of the stuff I make it 2-1/2D so I define each CAM process inside the modelling package. I almost never write a program by hand with G-code, it's just as quick to make the program in the CAM module. I take it you use cutter compensation and program the profile then?
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,864
|
Post by uuu on Mar 29, 2014 18:38:51 GMT
I never use cutter compensation when hand coding. It seems to add problems rather than solve them.
|
|
tim
E-xcellent poster

Posts: 236
|
Post by tim on Mar 29, 2014 18:59:31 GMT
I've not heard of that package. When you say 3D milling I presume you mean full 3D contouring? I've only used that a couple of times, most of the stuff I make it 2-1/2D so I define each CAM process inside the modelling package. I almost never write a program by hand with G-code, it's just as quick to make the program in the CAM module. I take it you use cutter compensation and program the profile then? Yes with much of the formula 1 stuff we do, the file comes in as solid model as well as a drawing so we can simply process the features we wish to machine and it churns out the program in seconds the same would go for say a large plate with hundreds of different sized holes in it, that would be a job for the feature cam as well. However our machine controls are heidenhain which is very user friendly and designed to be programmed at the machine. I would say that provided it was nothing major it would be quicker to write the program at the machine rather than having to draw it on the cad first. Tim. |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 19:09:02 GMT
I never use cutter compensation when hand coding. It seems to add problems rather than solve them. What problems with compensation? how would you control the size of a profile as the cutter wears, or if a tool breaks and you didn't have another one the same size would you re-write the program to suit a different size tool? I'm assuming then that you program the centre line of the tool path. Sorry if I've got the wrong end of the stick though. We've always used cutter compensation and have never had a problem with it. Regards Tim. |
|
|
|
Post by Roger on Mar 29, 2014 19:21:25 GMT
It sounds like you have a very different and much improved Heidenhain control the the ones I repair. Remember the old TNC150's and 151? They too could be programmed at the machine but only by defining the moves, there's no graphics on them. I imagine that you have a comprehensive series of features, almost a 3D modelling setup on the machine itself?
My CNC mill is the dumbest of the dumb in as much as it only knows G00 rapid moves, G01 linear moves and a feedrate. All of the intelligence resides in the CAM package which is an add-on to Alibre 3D modelling. The CAM package lets you choose the tool diameter and the amount of stock to leave on the part. It works really well for me because I have the full CAD/CAM package on the machine control computer so I can adjust anything and post process that immediately. It's handy because you always know that what you're machining is what's on the model and you can't end up with version issues. Whether that approach would suit your company I couldn't say, but it works for me and means that the machine control is very simple.
|
|
pault
Elder Statesman
Posts: 1,502
|
Post by pault on Mar 29, 2014 19:22:03 GMT
Some people have a problem with the ramp on and ramp off moves when using cutter comp. I know on my machine very occasionally the cutter comp will produce a bizarre ramp on move with loops in it which can cause problems, but it shows up on the tool path graphics. All you do is move the start of the ramp on move until it sorts its self out.
Personally I use cutter comp on almost every job, as has been said it gives you a way of adjusting things.
|
|
|
|
Post by Roger on Mar 29, 2014 19:23:21 GMT
I never use cutter compensation when hand coding. It seems to add problems rather than solve them. I'm guessing that you mean that you program the edge of the job and use G41/G42 and a cutter diameter in the machine to provide the correct tool path? Maybe I'm reading that the wrong way round? |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 20:04:47 GMT
I think we mave crossed wires a bit here Roger.I totally agree with you with regards to the ease of use of a cad cam system, and we do use one when a job requires it. The featurecam we have is exactly as you've described your set up, ie select a tool select a feature hole/profile ect and it will make exactly what you have drawn on your screen.
This is perfect for us as most of our customers supply us with a useable model already drawn up and nothing could be simpler than having a generated program, sent straight to the machine, but equally a lot of jobs we do are nowhere near as complicated, and cost and time don't warrant us sitting in front of a computer first drawing it all up when it could be programmed by hand in less time, and to be honest there's just as much chance of making a subtle drawing error on the cad as a programming error on the machine, but then I've been programming heidenhains for over 25 years, so I could be accused of being in favour of the old fashioned way!
Tim.
|
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 20:20:29 GMT
Some people have a problem with the ramp on and ramp off moves when using cutter comp. I know on my machine very occasionally the cutter comp will produce a bizarre ramp on move with loops in it which can cause problems, but it shows up on the tool path graphics. All you do is move the start of the ramp on move until it sorts its self out. Personally I use cutter comp on almost every job, as has been said it gives you a way of adjusting things. Paul we always apply and take off comp on a move 90 degrees to the tool path and have never had a problem, but I have used other systems that have done what you described. Tim. |
|
|
|
Post by Roger on Mar 29, 2014 21:03:28 GMT
I think we mave crossed wires a bit here Roger.I totally agree with you with regards to the ease of use of a cad cam system, and we do use one when a job requires it. The featurecam we have is exactly as you've described your set up, ie select a tool select a feature hole/profile ect and it will make exactly what you have drawn on your screen. This is perfect for us as most of our customers supply us with a useable model already drawn up and nothing could be simpler than having a generated program, sent straight to the machine, but equally a lot of jobs we do are nowhere near as complicated, and cost and time don't warrant us sitting in front of a computer first drawing it all up when it could be programmed by hand in less time, and to be honest there's just as much chance of making a subtle drawing error on the cad as a programming error on the machine, but then I've been programming heidenhains for over 25 years, so I could be accused of being in favour of the old fashioned way! Tim. I think I get it now. You're lucky to have both options open to you. Unless it's something trivial and it can be done with a few lines of G-code then I need to use the CAD/CAM setup. There are short cuts for that though, you don't need to define something as a 3D model, just a sketch profile will to and it doesn't even have to be closed. That's how I generate the programs I need when I'm using the mill as a CNC lathe. The Heidenhains must have come a long way, the ones I know are about as unintuitive as it's possible to be. It's like it was designed by two or three teams who didn't talk to each other. I guess a lot of the functions you describe are available in something like Mach3 which has built in canned cycles. I still doubt if someone could do it much quicker that way than I could just make a sketch. I guess it's whatever we're most familiar with. |
|
pault
Elder Statesman
Posts: 1,502
|
Post by pault on Mar 29, 2014 21:28:18 GMT
It was one of the reasons I brought a new machine (it’s a small toy town machine) was to get up to date software. Within the control software there are lots of canned cycles for profiling, pocketing probing, digitizing, thread milling, engraving etc so the only external software I use is cad to produce profiles etc.
Oh dear I have just confessed to owning one of those evil machines.
|
|
|
|
Post by Roger on Mar 29, 2014 21:42:52 GMT
It was one of the reasons I brought a new machine (it’s a small toy town machine) was to get up to date software. Within the control software there are lots of canned cycles for profiling, pocketing probing, digitizing, thread milling, engraving etc so the only external software I use is cad to produce profiles etc. Oh dear I have just confessed to owning one of those evil machines. I guess we're all going to hell then.... at least it'll be warm. |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 22:30:48 GMT
This is a link to the video I took of one of the outriggers being machined. I kept the coolant off wherever possible to aid viewing and to stay dry whilst leaning in with my phone! youtu.be/Nd-ttfuRC4A Tim. |
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 22:48:31 GMT
I think we mave crossed wires a bit here Roger.I totally agree with you with regards to the ease of use of a cad cam system, and we do use one when a job requires it. The featurecam we have is exactly as you've described your set up, ie select a tool select a feature hole/profile ect and it will make exactly what you have drawn on your screen. This is perfect for us as most of our customers supply us with a useable model already drawn up and nothing could be simpler than having a generated program, sent straight to the machine, but equally a lot of jobs we do are nowhere near as complicated, and cost and time don't warrant us sitting in front of a computer first drawing it all up when it could be programmed by hand in less time, and to be honest there's just as much chance of making a subtle drawing error on the cad as a programming error on the machine, but then I've been programming heidenhains for over 25 years, so I could be accused of being in favour of the old fashioned way! Tim. I think I get it now. You're lucky to have both options open to you. Unless it's something trivial and it can be done with a few lines of G-code then I need to use the CAD/CAM setup. There are short cuts for that though, you don't need to define something as a 3D model, just a sketch profile will to and it doesn't even have to be closed. That's how I generate the programs I need when I'm using the mill as a CNC lathe. The Heidenhains must have come a long way, the ones I know are about as unintuitive as it's possible to be. It's like it was designed by two or three teams who didn't talk to each other. I guess a lot of the functions you describe are available in something like Mach3 which has built in canned cycles. I still doubt if someone could do it much quicker that way than I could just make a sketch. I guess it's whatever we're most familiar with. Roger your the lucky one!!! You've got all those toys in your own workshop, I'm seriously thinking about buying a decent milling machine soon, not CNC though as I'm not rolling in it.! |
|
|
|
Post by Deleted on Mar 29, 2014 22:56:14 GMT
Oh how I wish I had access to a machine like that, more to the point how I wish I knew how to use a machine like that.
Great video Tim... Thanks for taking the time to film it and then share it.... Very educational.....
Pete
|
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 23:37:51 GMT
Pete seriously I could have you using it in a week, you already know how to use a manual mill and understand work holding so the only real difference is in the instructing. X,Y,Z commands rather than winding handles. I however wish I had your eye and skills for detail and craftsmanship.
Tim
|
|
tim
E-xcellent poster
Posts: 236
|
Post by tim on Mar 29, 2014 23:47:41 GMT
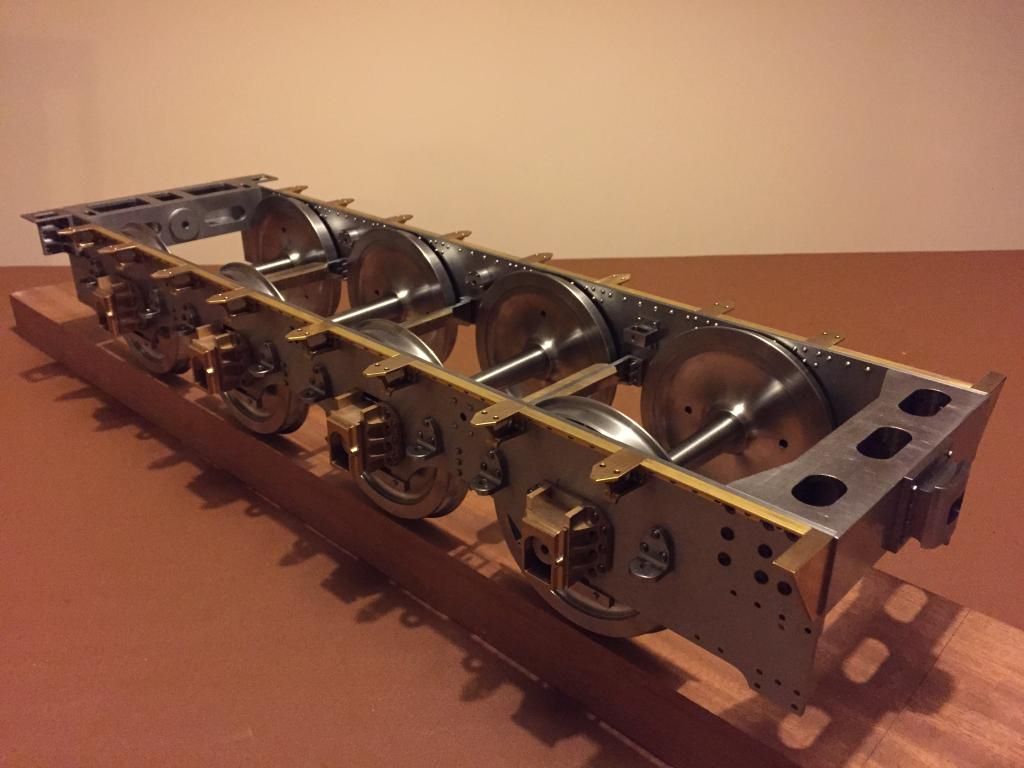
Oh how I wish I had access to a machine like that, more to the point how I wish I knew how to use a machine like that. Great video Tim... Thanks for taking the time to film it and then share it.... Very educational..... Pete Pete [/quote] Indecently do you have any tips for riveting the outriggers it looks like they will need a really slim tool to seat the rivet heads onto. |
|
|
|
Post by Deleted on Mar 30, 2014 0:17:59 GMT
Hi Tim
I used exactly that..a slim snap head rivet tool.... not sure which supplier I got it from or perhaps even off eBay?... or if all else fails, grind a standard snap head tool down until it fits. I guess you could also make your own using suitably sized bar stock' ball nose cutter or custom D bit and hardened to finish.
|
|
|
|
Post by Roger on Mar 30, 2014 7:45:30 GMT
This is a link to the video I took of one of the outriggers being machined. I kept the coolant off wherever possible to aid viewing and to stay dry whilst leaning in with my phone! youtu.be/Nd-ttfuRC4AThanks for that Tim, that's one very capable machine. I'm guessing it's quite old because these days the toolchanges are done at the speed of light. It's a very different prospect to the kind of setup I have without a toolchange. That's an awful lot of manual intervention if you program it that way. At the moment I'd have to use my rotary table on its side to be able to mimic that. I do have another servo and plans to make a 4th axis but haven't had the need to do it yet. This sort of job would prompt me to get on with it. I would try to choose a tool that would do as much of that shape as possible and the feeds and speeds would be a world apart from yours. That's because it has to be nearly silent. Your machine is remarkably quiet but then there's a lot of metal so it's very rigid. Anyway, many thanks for sharing that, I'm sure a lot of members will never have seem such a demonstration. |
|
|
|
Post by Roger on Mar 30, 2014 7:48:19 GMT
Oh how I wish I had access to a machine like that, more to the point how I wish I knew how to use a machine like that. Great video Tim... Thanks for taking the time to film it and then share it.... Very educational..... Pete Pete Indecently do you have any tips for riveting the outriggers it looks like they will need a really slim tool to seat the rivet heads onto.[/quote] Love the typo at the start! I've just used a piece of Silver Steel and a ball nose cutter and made mine in the lathe. You only need to harden them if you're forming a head. If it's just for support then you don't need to bother |
|