|
|
Post by Doug on Aug 28, 2015 11:59:25 GMT
Ok I am getting seriously miffed now, the mill is becomming quite useful and very accurate but is showing its weakness very vividly. That is that is is very "floppy" and about as rigid a a wet lettice. So what to do? I have a few options. Option 1 throw it away (convert it back to a manual mill and sell it) replace it with a slightly bigger Sieg X2P mill this has a small benefit of the bottom x-y table is identical to mine so its a bolt on with the already made CNC parts the column is bigger and stiffer the down sides are i need to remake the z axis ballscrew and spindle intergration plus need to re tool as its an R8 spindle Option 2 wait a few years till i have enough spare cash to buy one of these and convert it to CNC Sieg X3Option 3 look at stiffining the machine I already have this one is the most varied option as it can be anything from this (which is a full new build frame base) to this which is a simple stiffining plate mod. |
|
|
|
Post by andyhigham on Aug 28, 2015 14:18:14 GMT
I would go for the X3. You can recoup some of the cost by selling your X1 as a fully functioning CNC mill. I would personally go for R8 tooling
|
|
|
|
Post by Doug on Aug 28, 2015 15:28:15 GMT
I would go for the X3. You can recoup some of the cost by selling your X1 as a fully functioning CNC mill. I would personally go for R8 tooling the X3 is a beast, i have just had one at work and i am currently "preping it" which in plain english for getting it cleaned down and removing copious amounts of cast iron swaf from the grease. I dont really want to sell the X1 as a working CNC as i would have to buy all the equipment again (PC, screen, interface card, powersupplies, drives etc.etc.) it can go back as a manual mill though as i havent messed with it too much. if i went with that option i would have to do option 3 as well so i could live with it till i got the funds together. £1500 is quite a bit of cash when the most i have ever spent on tooling in one go is £375. the worry with getting the X2P one is that i am unsure if it is big enough/ stiff enough to make a big diferance. which is why its a really hard call to make. |
|
jem
Elder Statesman

Posts: 1,075
|
Post by jem on Aug 28, 2015 15:55:31 GMT
I like option 3, but I would go for heavy channel rather than welded up square tube, it is much stiffer and you only need to weld the base to the upright. By the same token I like to put a piece of channel under my Myford, 200 by 7 mm works a treat.
Jem
|
|
|
|
Post by Doug on Aug 28, 2015 17:06:42 GMT
Ok some figures of the problem I have put a clock on the spindle to the table and I can rock it with a couple of Kilos of force it moves 200um (100 each way) and returns to centre I then put the clock on the base of the column to check my gibs are tight and with the same amount of force hardly any movement. 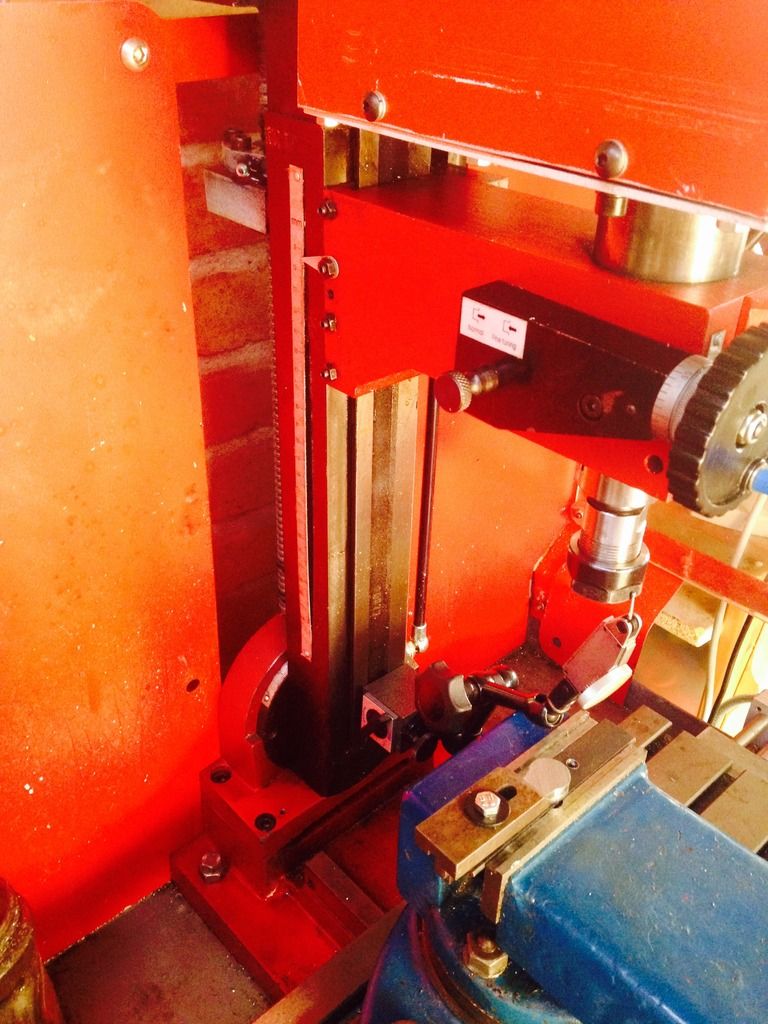 And the column itself it's not exactly massive,  however I think ridding myself of the horrible swing connection should sort the base right out. Till I can afford an X3, rude not to really.  |
|
|
|
Post by RGR 60130 on Aug 28, 2015 17:48:02 GMT
I'd still recommend a Denford Triac PC. They sure as he** don't bend and have a good working envelope. If you can find one with a fully enclosed cabinet and coolant so much the better.
Reg
|
|
|
|
Post by Roger on Aug 29, 2015 7:48:51 GMT
Maybe the link doesn't do it justice, but the Sieg3 still looks a bit 'toy like' to me. I think you could convert a decent sized manual mill reasonably cheaply. I've seen a Denford Triac and they're nowhere near as robust as a manual mill. I don't know why all these CNC machines are so flimsy. The bottom line is, you can't have too much stiffness, even mine could use to be more manly at times and I'd love a Bridgeport if I had room.
There's no harm in beefing up your mill if you can do it cheaply enough. I certainly wouldn't convert it back to manual, you'll be a lot more for it as a CNC machine.
|
|
|
|
Post by Doug on Aug 29, 2015 14:54:49 GMT
Maybe the link doesn't do it justice, but the Sieg3 still looks a bit 'toy like' to me. I think you could convert a decent sized manual mill reasonably cheaply. I've seen a Denford Triac and they're nowhere near as robust as a manual mill. I don't know why all these CNC machines are so flimsy. The bottom line is, you can't have too much stiffness, even mine could use to be more manly at times and I'd love a Bridgeport if I had room. There's no harm in beefing up your mill if you can do it cheaply enough. I certainly wouldn't convert it back to manual, you'll be a lot more for it as a CNC machine. The sieg x3 looks pretty good so far I will report on how good it really is after I have hammered it for six months it's about half the size of a Bridgeport I got an x3 mainly because if I had a Bridgeport it would get used by other departments so at least I get to try it in anger as a manual mill at work before I decide if I want to buy one for home CNC use. The mounting of the column is very poor on my mill so I am going to build a new base photos and details to follow |
|
|
|
Post by Roger on Aug 29, 2015 16:10:01 GMT
It certainly sounds worth beefing up your existing mill, there's nothing to lose and everything to gain. It will be interesting to see how stiff the Sieg3 is, there doesn't seem to be much metal in that style of construction, and the spindle doesn't look that big.
Before you spend your hard earned cash, you're more than welcome to come over and take some big cuts on mine, I'd lay pretty big odds on it being a lot stiffer. You don't have to pay much money so get something similar, I'd be surprised if a Sieg3 was cheaper.
|
|
|
|
Post by Doug on Aug 29, 2015 18:31:27 GMT
I haven't had chance to cut on the x3 yet as I still have it in bits but I will use it to make my X1 column bracket and give it a good thrashing. anyway on to said bracket ;  This is the standard bracket which swings the head don't need that function so I am going to remove the lot and replace it with this 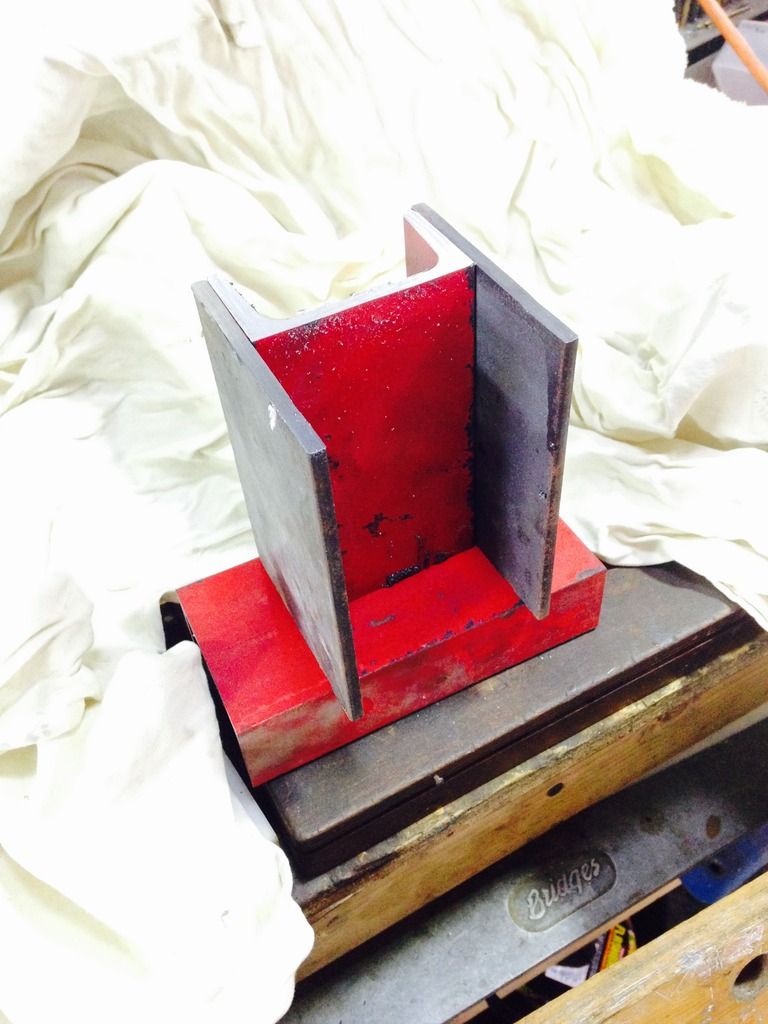 Once welded together and the column bolted up with some sturdy bolts it should be quite a bit stiffer with the added side fish plates which will also bolt through the column I gain a small increase in the throat height too. |
|
|
|
Post by Doug on Aug 30, 2015 8:13:21 GMT
I'd still recommend a Denford Triac PC. They sure as he** don't bend and have a good working envelope. If you can find one with a fully enclosed cabinet and coolant so much the better. Reg I had a look at the range of Denford machines they do a nice little machine with a mini ISO taper and tool changer now that would be a handy machine. |
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Aug 30, 2015 16:18:48 GMT
That's more like it, a good bit of channel and a weld or too,
Jem likes it
|
|
|
|
Post by Roger on Aug 30, 2015 17:10:29 GMT
Hi Doug,
Although a tool changer sounds like a useful thing to have, I don't think it's of much value for the sort of work you're likely to do.
|
|
|
|
Post by Doug on Aug 30, 2015 17:39:34 GMT
Hi Doug, Although a tool changer sounds like a useful thing to have, I don't think it's of much value for the sort of work you're likely to do. Honestly I hope your right but so far my programs have been epically long if it works better with a stiffened column then the programs should end up a lot shorter and I can hang around a bit more while it does its thing. most opp's I have done so far need at least two/three tools eg the last crank took 6mm rough end mill, 6mm fine end mill, 2.1mm carbide slot drill, centre drill,1.7mm drill bit to make the part so it could have all been done in one program without any stops with a TC. |
|
|
|
Post by Roger on Aug 30, 2015 18:32:23 GMT
Hi Doug,
I hear what you're saying, but there's only one toolchange in hours of running when you swap from roughing to finishing. So long as you've got some idea when that's going to happen, you can be there to change it over. The hole drilling and little program to do the pockets only take a few minutes to complete and you'd spend longer than that setting the tools up to run from a toolchanger. If you had 20 to do then it might be a different story. I can honestly say that I've never had a job where I thought it would be an advantage to have a tool changer. Maybe that's because I've got the Easychange system, but even so, there's not a lot of toolchanging going on if the cycle times are long.
Hopefully the column stiffening will help a lot. If you made it out of big rolled hollow box section, you could fill it with concrete too, that makes a huge difference. We used that on a CNC machine we designed and it transformed the stiffness of the frame.
|
|
|
|
Post by andyhigham on Aug 30, 2015 20:28:58 GMT
Filling with concrete will also help damp any resonance
|
|
|
|
Post by Doug on Aug 30, 2015 21:23:56 GMT
I may fill it with casting resin while I am playing with it, it makes sense. Really easy to do too . |
|
uuu
Elder Statesman
your message here...
Posts: 2,858
|
Post by uuu on Aug 31, 2015 7:42:45 GMT
I could put in a word for the Emco PC mill 50. It's only tiny, but it has a one-piece iron casting forming the bed and column. Generously braced with zig-zag webs. A proper three-phase spindle motor, and BT30 taper tooling.
Wilf
|
|
|
|
Post by vulcanbomber on Aug 31, 2015 8:13:18 GMT
Have you tried plunge Milling on there Doug?
|
|
|
|
Post by Roger on Aug 31, 2015 8:39:11 GMT
I wonder if you're still using too high RPM, try halving that with the same feedrate and see if that helps.
|
|








