|
|
Post by Doug on Aug 31, 2015 19:16:40 GMT
Have you tried plunge Milling on there Doug? Yes it defects and pushes the cutter over and makes a bit of a mess :-( |
|
|
|
Post by Doug on Aug 31, 2015 19:19:01 GMT
I wonder if you're still using too high RPM, try halving that with the same feedrate and see if that helps. No definitely not I have gone very slow at times and get either a stalled spindle or it cuts/diflects/cuts again. I will try and upload the vid of the clock tests I did it kinda explains why I have issues very clearly. Top vid is column base to spindle note almost no diflection on the clock Bottom vid is spindle to table I used about five kg of force (not much at all could have gone a lot harder at it) |
|
|
|
Post by Doug on Aug 31, 2015 19:26:47 GMT
Ok been spending some time working on my mill today, first off I fitted a touch screen and mounted the keyboard onto the mill. its awesome with the touch screen very easy to use.  Then got on with the job of stripping down the mill  Then I made a good start on the new column bracket construction  |
|
|
|
Post by Roger on Aug 31, 2015 20:33:13 GMT
I wonder if you're still using too high RPM, try halving that with the same feedrate and see if that helps. No definitely not I have gone very slow at times and get either a stalled spindle or it cuts/diflects/cuts again. I will try and upload the vid of the clock tests I did it kinda explains why I have issues very clearly. Top vid is column base to spindle note almost no diflection on the clock Bottom vid is spindle to table I used about five kg of force (not much at all could have gone a lot harder at it) I see what you mean. I can't read the dial but it looks a lot. I've done similar tests on mine and it's surprising just how much flex there is even when there's a lot of metal about. Still, you're doing the one thing that's likely to make the most difference. It will be interesting to see the same test repeated once it's done. |
|
|
|
Post by Doug on Aug 31, 2015 22:13:59 GMT
No definitely not I have gone very slow at times and get either a stalled spindle or it cuts/diflects/cuts again. I will try and upload the vid of the clock tests I did it kinda explains why I have issues very clearly. Top vid is column base to spindle note almost no diflection on the clock Bottom vid is spindle to table I used about five kg of force (not much at all could have gone a lot harder at it) I see what you mean. I can't read the dial but it looks a lot. I've done similar tests on mine and it's surprising just how much flex there is even when there's a lot of metal about. Still, you're doing the one thing that's likely to make the most difference. It will be interesting to see the same test repeated once it's done. The clock moves 200um (0.1mm swing) I think if I really pushed I could double that. Not exactly great for a mill I would be happy if I end up around (0.02 swing) with a similar force applied. Ironically I had to do a callout at work on an EDM fast hole drill and repeated the same test and got a worse result. Good job EDM is non contact machining or they would be in real trouble. i will try the X3 tomorrow if I get the head back on it. cant wait to see if it fixes the issue, the column section on my mill looks very good though it only has a very small hole down the centre. I will still fill it though just to rule out any resonance. |
|
|
|
Post by Roger on Sept 1, 2015 7:13:23 GMT
Ok, that's a lot by any standards, no wonder you have problems. I think a lot of hobby machines are just as bad, they only end up producing accurate work because the finishing cuts are so light.
I too will be very interested to see what difference it makes.
|
|
jem
Elder Statesman

Posts: 1,075
|
Post by jem on Sept 1, 2015 16:20:50 GMT
I think that your channel should go right up to nearly the top of the column.
Jem
|
|
|
|
Post by Doug on Sept 1, 2015 20:01:17 GMT
I think that your channel should go right up to nearly the top of the column. Jem I had considered that but my ballscrew assy gets in the way so I have it as high as it can practically go which is still twice the height of the original bracket. |
|
|
|
Post by Doug on Sept 1, 2015 20:06:06 GMT
Ok quite a bit more done on this and it's got more complicated. I used the x3 at work and flattened off the bottom of the new column bracket (the X3 BTW is a monster and cuts at least as deep as our Bridgeport mill with no drama's) anyway I put said bracket on the base casting and it rocked. So I checked for flatness with a clock and sliding base from the table an I think it must be a topographic map of Cumbria I have no idea how they got it that bad so the whole mill is now stripped and the base casting is going on the x3 tomorrow to flatten it off. Least it explained the beyond bad diflection I have been getting.
|
|
|
|
Post by Doug on Sept 2, 2015 5:07:46 GMT
I have had an idea sparked by Jems suggested idea of going up the column, a machine exoskeleton, so I am going to build a structure that will hold the mill. It will go under and extend out the back two vertical bars will go up just behind the column and a brace will fit externally to the horizontal and vertical bars to brace them. The machine is bolted through the base and also at the top of the column. It should not be able to flex at all.
I \
mil I \
I \
------I----
|
|
|
|
Post by Roger on Sept 2, 2015 5:51:15 GMT
I really like that piece of lateral thinking. It's the next best thing to having tons of metal and it will stop it from 'ringing'.
|
|
|
|
Post by Doug on Sept 2, 2015 9:59:59 GMT
in comparison the X3 i now have at work diflects 20um with a good push so that has to be my target.
the extra benefit of making this extra metal work is i could at a later date make a new z axis linear rails etc. and spindle and bolt it directlly to the framework which is going to be VERY rigid compaired to the original machine.
i know any normal person would at this point say why not just go an buy a bigger mill, where is the fun it that? this is just as much fun as making a loco IMO.
alot of the above error measured on the X3 is actually slop in the screws and jibs, not lack of stiffness.
|
|
|
|
Post by Doug on Sept 2, 2015 10:08:07 GMT
I really like that piece of lateral thinking. It's the next best thing to having tons of metal and it will stop it from 'ringing'. a bit of question for you, your machine is obviously open (no guarding) so how do you contain the swarf etc while milling? i am asking because i am thinking to leave mine open that way the table is not constrained and things like frame plates can overhang the table. I origanlly enclosed mine because i had hoped to use flood coolant however i have dismissed the idea now as its just too messy and un-nessasary for the parts i am making, a little dab of coolant now and again seems to keep things cool and cutting nicely. |
|
|
|
Post by Doug on Sept 2, 2015 19:50:22 GMT
A small update on progress my X1 base on the X3 mill being trimmed flat 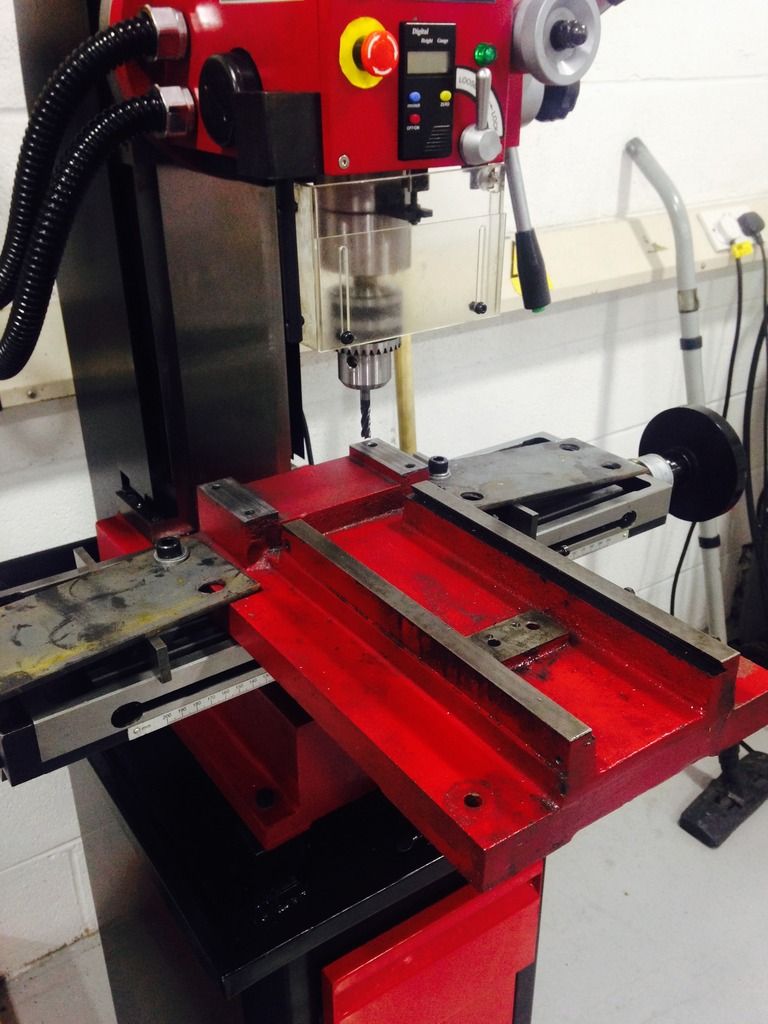 |
|
|
|
Post by Roger on Sept 3, 2015 7:13:52 GMT
Hi Doug,
The answer to your question is that in general I don't contain the swarf, it goes everywhere. I tend to avoid high spindle speeds so for much of the time it's now thrown that far. I do have a chip guard that can sometimes be attached to the front of the machine depending on where the vice is mounted. I need to make another one really that will clip over the vice when it's cross wise front to back. I can't stand crunching around on swarf, so I bought a Karcher wet and dry vacuum to remove the swarf fairly often. To be honest, I don't find it to be a big problem. It's messy if I'm machining Delrin because that really does get thrown everywhere, but other than that, I just live with it.
So it's beginning to sound like the Sieg3 is manly enough to be a really useful tool then. This is promising.
|
|
|
|
Post by Doug on Sept 3, 2015 19:39:49 GMT
A little more progress, the framework is coming along nicely 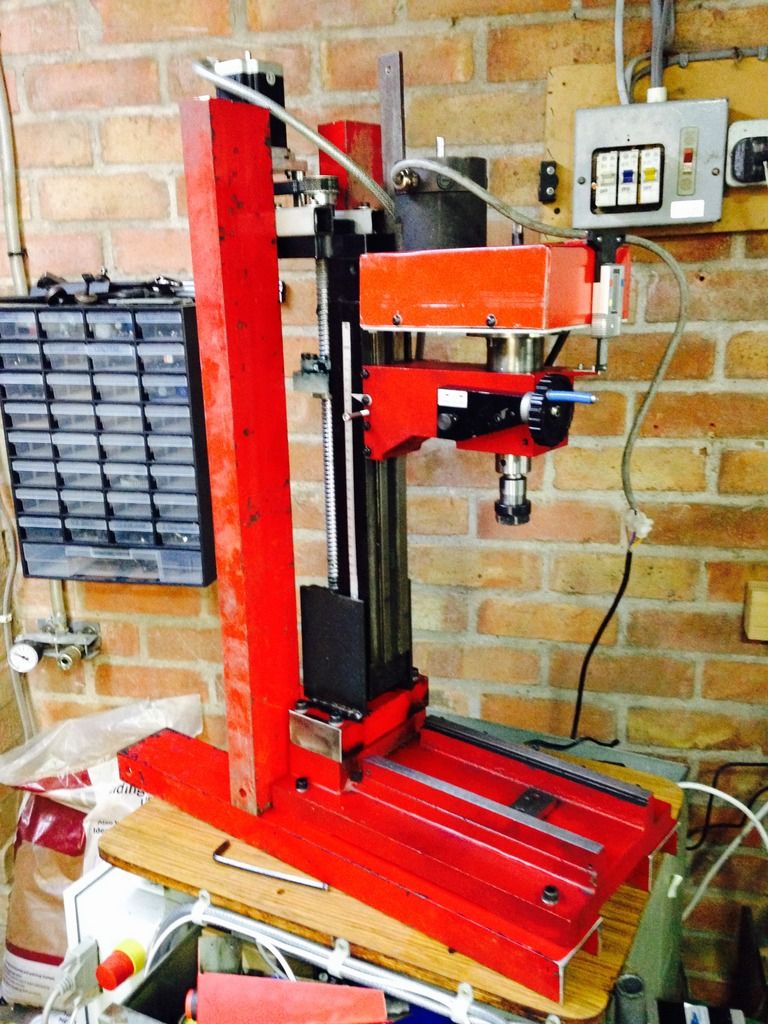 If this bends now I give up!!! 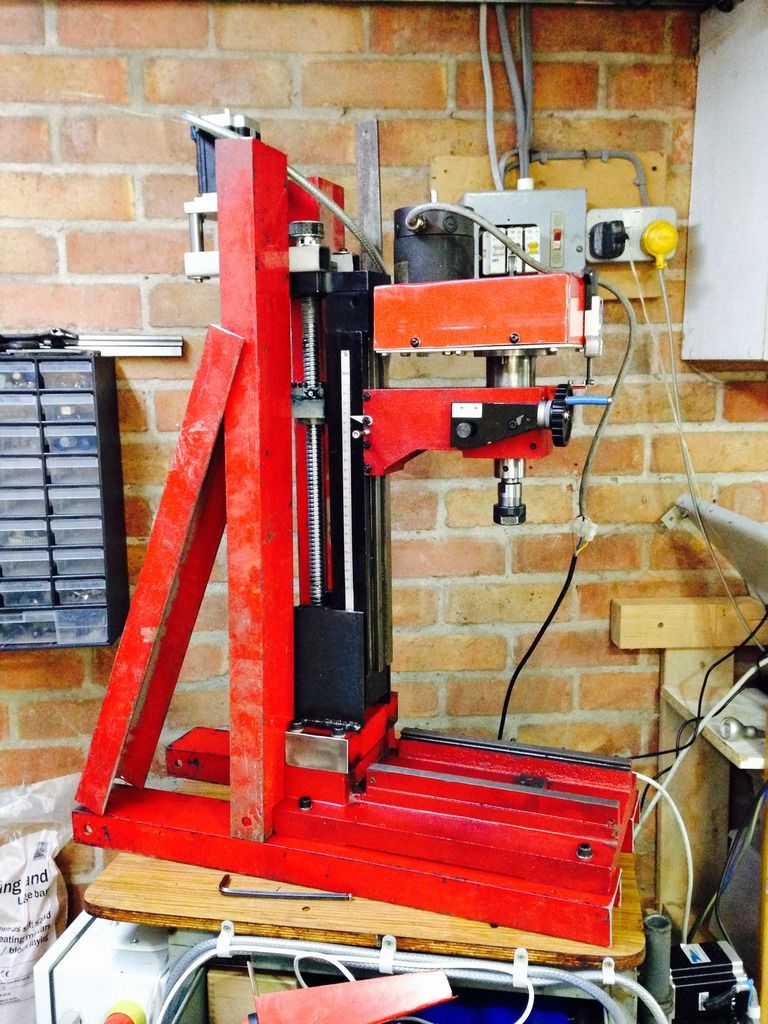 Just some welding to do and then I can put it together and sort out the geometrical errors  all welded up. just assembly to do next :-) |
|
|
|
Post by Roger on Sept 3, 2015 21:17:15 GMT
This is going to work Doug, but it will still bend, they all do! At least it will be too heavy for you to throw out the window, and you'll have to give it a chance to redeem itself.
|
|
jem
Elder Statesman
Posts: 1,075
|
Post by jem on Sept 4, 2015 16:07:08 GMT
That's much more like it.
Jem
|
|
|
|
Post by Doug on Sept 4, 2015 19:43:46 GMT
Ok almost finished all back together 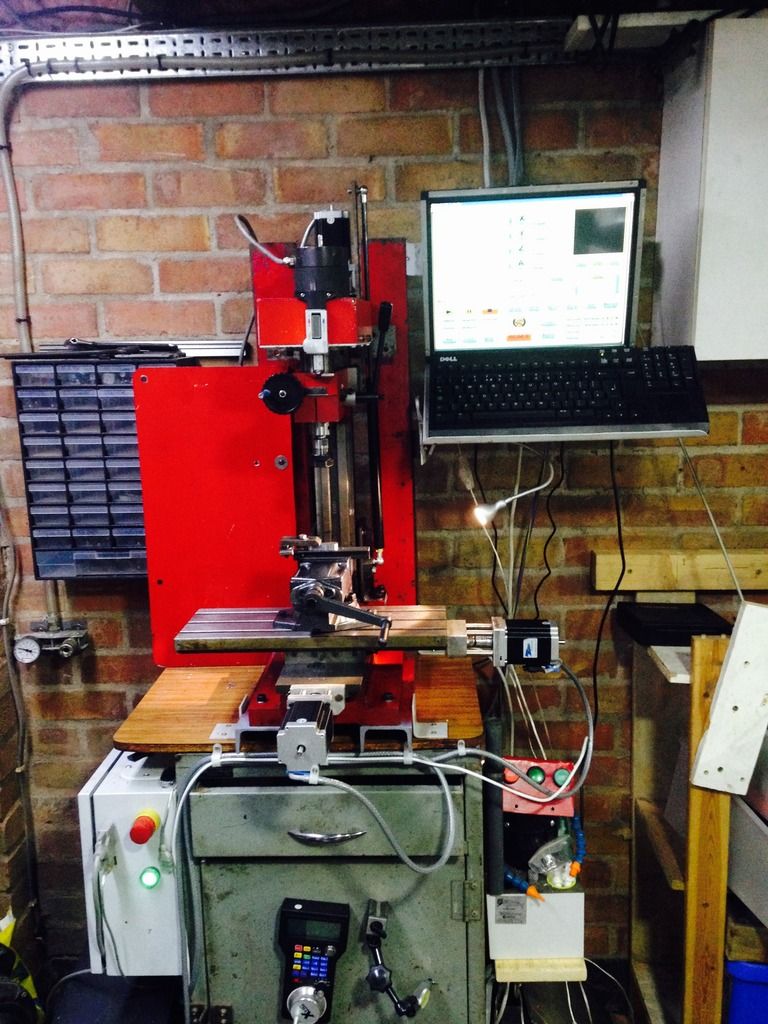 The added bonus is the new bracket allows me to jack the column into position with bolts fitted to the bracket I managed to pull it to remove all the squareness errors. and the results so far with just my new column bracket and flatting off the casting. I have yet to bolt up the top of the column to the frame so looks like it's going to be stiffer than an overdose of Viagra happy days!! |
|
|
|
Post by Roger on Sept 4, 2015 19:53:31 GMT
Excellent! This looks very promising indeed. I look forward to seeing what it's like munching on the hard stuff.
|
|



