|
|
Post by Roger on May 29, 2014 15:58:49 GMT
My CAM software does the 3D simulation too, but I'll certainly look at what Mach3 has to offer as another sanity check. Sometimes the view van be a little cluttered on the CAM whereas Mach3 will only have the one path to show. I've just got the SmoothStepper in the post today so I'll have to work out how I'm going to interface it into what's already there. It should be interesting. I'll start another thread on that when I get going on it. here is the link to the viewer site its alot better than mach3 as it has alot more to offer! Cut Viewer Mill they do a free trial try it out with a working Gcode program its actually quite good Thanks, that's an awful lot like the one built into Alibre CAM. To be honest, It don't use the simulation but look at the tool paths it generates because I'm usually only interested in the entry, exit depth per cut and the clearance plane, all of which you can see in one fixed image. I've done a couple of screen shots of that on my other thread about CAD/CAM terminology. If you need to know what a piece of g-code will produce though, that's a very useful tool indeed. I take it as read that the CAM package will produce the correct g-code for the paths it displays, and so far it's been spot on. |
|
|
|
Post by Doug on May 29, 2014 18:47:27 GMT
A quick update on the welder refirb it's all done and tested  The new oil is perfect no shocks and good resistance to earth I just need to get a large bit of cork matting for a gasket round the lid and it's perfect. i used it to make a small trolly so I can wheel it around the workshop with ease i had some spare tool box wheels from when I used to travel with work they are the perfect size  Hopefully I can get onto some CNC building soon |
|
|
|
Post by Roger on May 29, 2014 20:11:24 GMT
Looks good enough to be in the lounge.....
|
|
|
|
Post by Doug on May 29, 2014 21:23:22 GMT
Looks good enough to be in the lounge..... I think so too  |
|
peteh
Statesman
 Still making mistakes!
Still making mistakes!
Posts: 760
|
Post by peteh on May 30, 2014 0:29:44 GMT
Looks good enough to be in the lounge..... I think so too but what about the Mrs ...... |
|
|
|
Post by Doug on May 30, 2014 5:54:24 GMT
I think so too but what about the Mrs ...... It's heavy enough to stop her getting up from under it  |
|
|
|
Post by Roger on May 30, 2014 6:24:07 GMT
That's good design...
|
|
uuu
Elder Statesman
 your message here...
your message here...
Posts: 2,860
|
Post by uuu on May 30, 2014 8:47:16 GMT
I have a milling machine in the dining room at the moment. Plus cutter grinder on the table. But I am feeling negative vibes. There's no room for the sewing machine or yards of fabric.  Wilf |
|
|
|
Post by Roger on May 30, 2014 8:54:12 GMT
I have a milling machine in the dining room at the moment. Plus cutter grinder on the table. But I am feeling negative vibes. There's no room for the sewing machine or yards of fabric. Wilf Can't they go in the garage? |
|
uuu
Elder Statesman
your message here...
Posts: 2,860
|
Post by uuu on May 30, 2014 9:10:11 GMT
That's kind of you to offer, but you're too far away.
|
|
|
|
Post by Roger on May 30, 2014 9:28:54 GMT
Damn, I was up for a bit of sewing too.
|
|
|
|
Post by Doug on May 31, 2014 21:29:26 GMT
Ok had some deliveries the motors have arrived 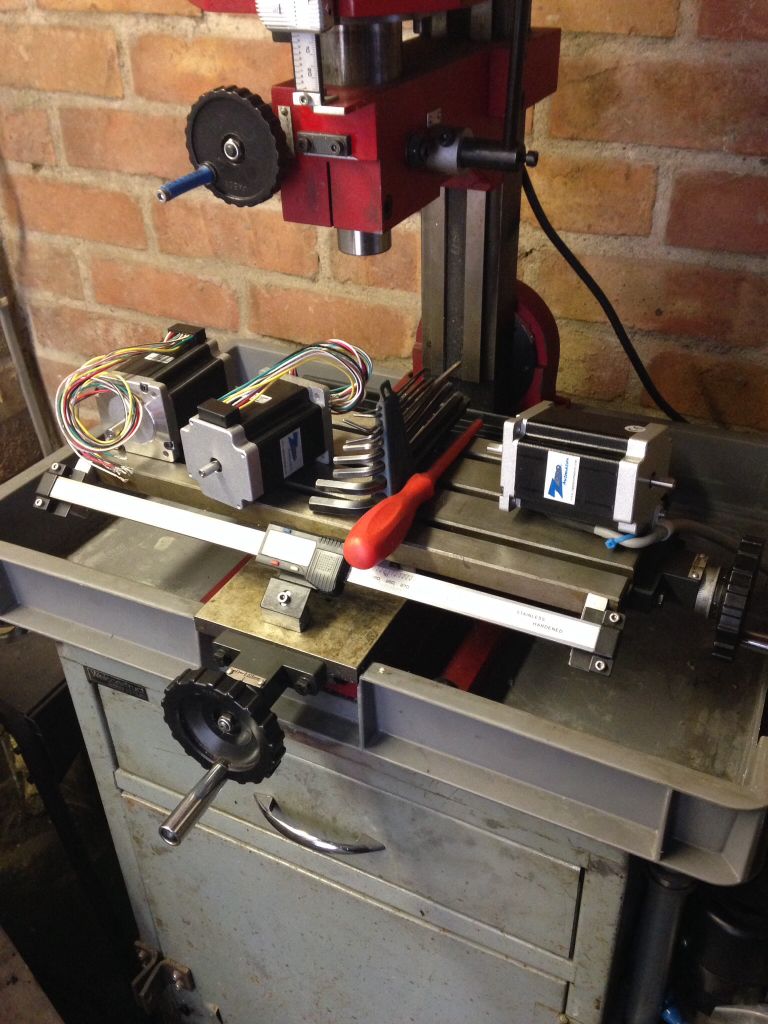 And I have started to make up the drive board with the power supply  I have wired up one of the motors ready for testing when I get the drives it is connected in series as this gives the best slow speed torque 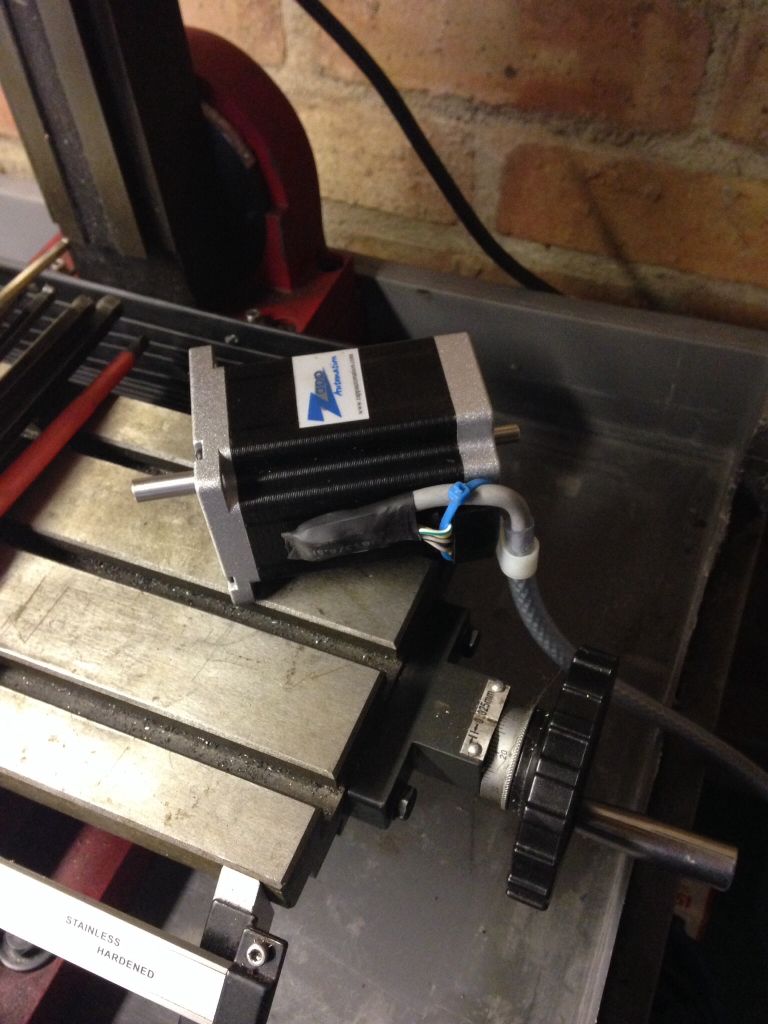 And finally the breakout board I got it to talk to the pc and checked the estop circuit which works ok  The only thing that's currently bothering me is the motor mounts I know I can do a great job of them once the machine is up and running but beforehand it might be a bit of a bodge I may have to make them at work instead. |
|
|
|
Post by andyhigham on May 31, 2014 22:13:46 GMT
It may take a little (lot) longer but things of great beauty and functionality can be achieved with a drill, hacksaw and file
|
|
|
|
Post by ejparrott on Jun 1, 2014 6:52:55 GMT
I see you got your steppers from the same place as me!
|
|
|
|
Post by Doug on Jun 1, 2014 6:55:05 GMT
It may take a little (lot) longer but things of great beauty and functionality can be achieved with a drill, hacksaw and file I have a very nice loco my great grandad built with nothing more than said equipment and a small lathe, no miller at all  My problem is I am way too impatient some times I need to take a deep breath, start over and accept it's going to be a big task. |
|
|
|
Post by Doug on Jun 1, 2014 6:56:52 GMT
I see you got your steppers from the same place as me! Zapp Automation yes I liked the price and the tech info they supplied was very good it allowed me to pick what I hope is just the right size motors. |
|
|
|
Post by ejparrott on Jun 1, 2014 6:57:57 GMT
Gary's been great answering questions, can't fault the guy. Was hoping to meet him at the midlands exhibition last year but he had family issues and had to pull out (apparently)
|
|
|
|
Post by Roger on Jun 1, 2014 19:12:10 GMT
So are the motors man enough to drive the leadscrews directly, they look pretty manly?
|
|
|
|
Post by Doug on Jun 1, 2014 20:16:15 GMT
So are the motors man enough to drive the leadscrews directly, they look pretty manly? They should be more than enough normally the xl1 has 1.8Nm motors these are 3Nm so should be enough I have been using a tiny 12v geared motor as a power x feed which worked very well so I have no doubt these will do the trick. Just got to work out how to make some support bearings for the new lead screws. I am going to use M10 threaded rod with delrin anti backlash nuts. |
|
|
|
Post by Roger on Jun 1, 2014 20:56:09 GMT
So are the motors man enough to drive the leadscrews directly, they look pretty manly? They should be more than enough normally the xl1 has 1.8Nm motors these are 3Nm so should be enough I have been using a tiny 12v geared motor as a power x feed which worked very well so I have no doubt these will do the trick. Just got to work out how to make some support bearings for the new lead screws. I am going to use M10 threaded rod with delrin anti backlash nuts. Perhaps you could drill and tap some mild steel rod that will become the place you want to have a bearing and use permanent Loctite to fix them. Then you can put threaded rod in the lathe and turn the outside of those to suit the bearings you want to use. You can add a flange to one side and use an M10 nut and washer to hold them in position. If you made them slightly shorter than the bearings you want to use, that would work I think. If it's the end that needs the anti backlash control ie the motor end, you could use two ball bearings and a shim between them to give some preload. They should be angular contact bearings of course, but you'll probably get away with deep groove ones which are a fraction of the price. You can't really rely on the motor to provide the end thrust, it's not designed for that and there will be a wavy washer at one end to preload the bearing. You need a solid preload for the leadscrew thrust bearings. |
|









