|
|
Post by runner42 on Jun 26, 2018 7:37:36 GMT
I was preceding quite OK I thought in making the two brackets and then I realized that I had made them both the same instead of a RH and a LH. What threw me was Don Young's unorthodox (at least to me) drawing style. He depicts only the LH side bracket but in addition to the normal third angle projection views front and side elevation and a plan view he provided a further projection which is the upside down view of the rear projection. The smart ME's would instantly recognize that it was the same item (me excluded), my excuse being that his notation alongside indicated 1 off LH 1 off RH so I assumed he was showing both hands, hence my earlier comment about the clearance hole for the reach rod to pass through was only required for the LHS.
I need to adopt in addition to the measure twice cut once maxim, is are you reading the drawings right.
Brian
|
|
|
|
Post by Deleted on Jun 26, 2018 11:25:44 GMT
Hi Brian
yes you need to be careful with Don's drawings, he tends to go outside what I was taught in TD at school many moons ago. He caught me out on 'Doncaster's' tender drag beam where he's drawn it upside down and this isn't discovered until much later in the build when fitting the handbrake. In my defence, it's not only I who has fallen for this, I have seen other Doncaster builds doing exactly as I did. Easily fixed by cutting out a small section of the stretcher that the handbrake rod goes through but annoying none the less.
I recall finding a number of his drawings like this since although can't list them off the top of my head today, so yes read a few times and then check the parts match up with later parts that they mate with...
regards
Pete
|
|
jma1009
Elder Statesman

Posts: 5,919
|
Post by jma1009 on Jun 26, 2018 22:25:01 GMT
Hi Brian,
I agree that Don Young's drawings are not easy, and take sometime getting used to. I concur with Pete on this. I can remember very clearly an early example with the Railmotor axleboxes. From memory, the guides/flanges for the horns were 1/8" and 3/16"(curved) with no indication which way round the axleboxes were to be fitted onto the axles. I was green in those days and fitted them on the axles with the 1/8" curved flange on the axleboxes 'outboard' and quickly realised after the wheels were pressed on that the 3/16" thick axlebox flange should be 'outboard'. There was no mention in the 'words and music' which way round to fit the axleboxes or on the drawings.
Putting them on the wrong way round resulted in excessive lateral play. The only way this could be cured without pressing off the wheels was to add 1/16" rings of phos bronze 1/16" wire between wheel and axlebox.
And for the last 35 years my own Railmotor has had these rings to cure my mistake, and to the best of my knowledge (having disposed of the loco some 15 years ago and still regularly run) remains an effective cure.
Had Don's 'word and music' in ME 1968 been more thorough, and a note helpfully added to the drawings, this mistake would not have been made!
Cheers,
Julian
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Jun 26, 2018 22:42:34 GMT
In the heat of the day I have been going out to the shed Workshop and cleaning up the wheels!!!
Yes too hot on the roof and wall but I stacked the castings in order of difficulty and amount of flash.
I took a skim off the rear of the bogie ones I have from Reeves. Quite chunky but with a tile rod saw
soon gets them clean... A top tip is to buy a Stanley quick release hacksaw which saves hours.
I clean the two horizontals, clean up the top V then a quick rim at the bottom. Then turn the wheel round
one notch. 3 down, one snapped saw, and the roof is looking good??
David. Recovering from both today and a School visit about our Daughter! Devine! Mrs D. Devine is the headmistress!!
|
|
|
|
Post by runner42 on Jul 3, 2018 22:36:40 GMT
I am slowly getting to grips with DY's drawings but still a bit puzzled at which dimensions he chose to identify and those that can be determined by simple calculation. My $3 simple (non scientific) calculator has been brought into service for adding or subtracting fractions. I am fabricating the motion brackets, which was chosen by suppliers as a casting which I can quite understand why. He didn't make it easy for the fabricators by providing a reference point or edge in the X and Y co-ordinates and delineate all dimensions from these, nor did he provide the size of the blank for the main part A of the motion bracket. I don't want to appear as being critical of his drawing style, I am sure that the reasoning for dimensioning was to keep the drawing as clutter free as possible. However, I have some residual issues that I would like some assistance on. 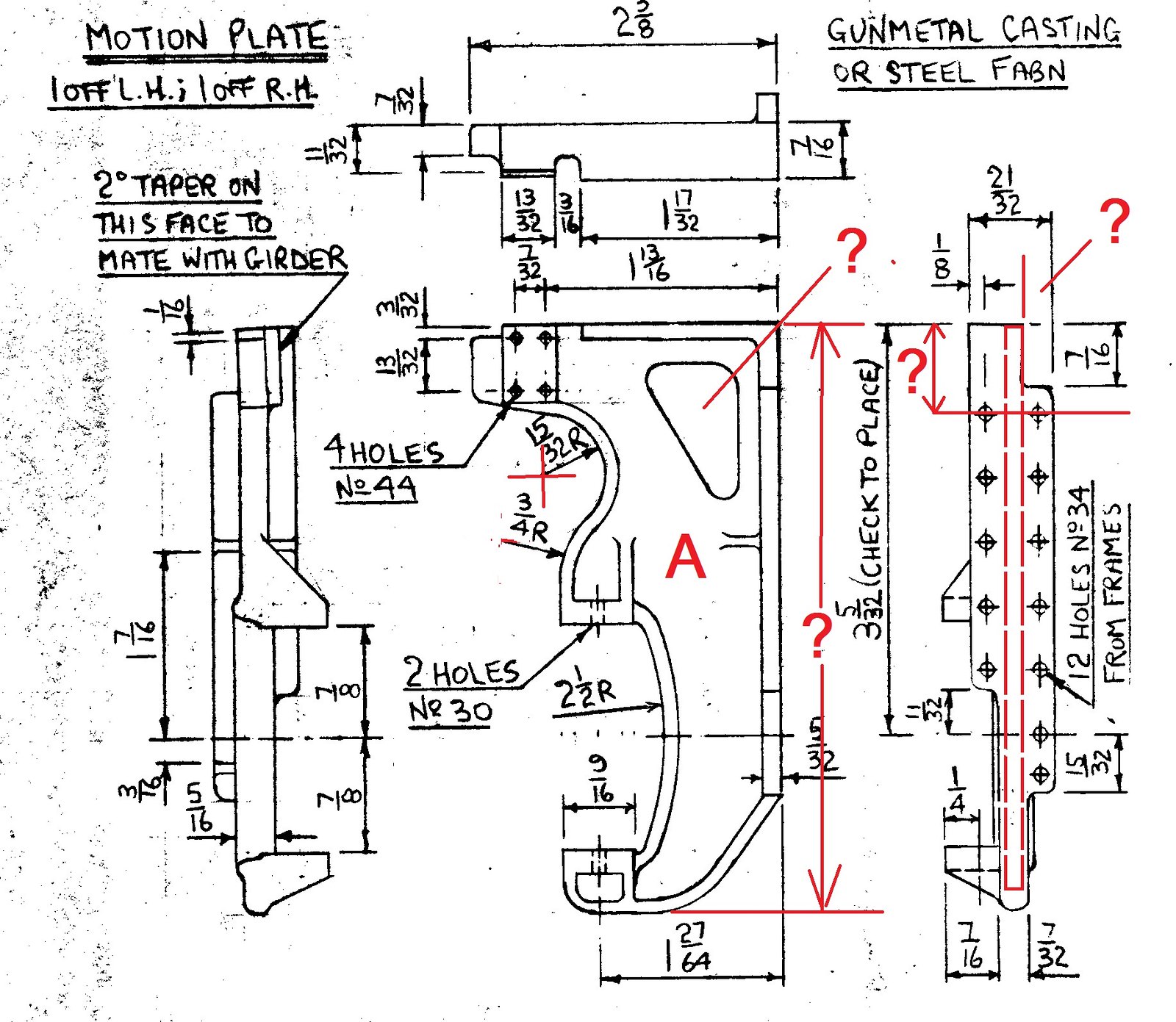 Motion Plate1 Motion Plate1 by Brian Leach, on Flickr The thickness of the main part A is not specified, I assume that it is less than the 7/32" or 5/16" wide edging. I have assumed 3mm thick plate steel plate. I have also assumed that the position of plate A wrt the bolting plate is central as I have indicated with red dashes. The X and Y co-ordinates from which the 15/32" radius is drawn is not specified, this is required unlike the 2 1/2" radius which can be determined. I have assumed that near enough is good enough and guessed it. The triangular cut out not specified again I have assumed that near enough is good enough and guessed it. The cut in the bolting plate for the X dimension not specified, I have assumed that it is flush with bracket A. Also the Y position of the holes in the bolting bracket, which are derived from the mainframe holes not specified. I have assumed that the top of the motion bracket is flush with the top of the mainframe. As a general practice is it preferable to drill the bolting bracket first and use this as a template for drilling the holes in the mainframe or vise versa? If any of my assumptions are incorrect please let me know. Brian |
|
|
|
Post by Deleted on Jul 4, 2018 8:55:03 GMT
Hi Brian..
I think that some dimensions may have been left off by Don when there's a casting available, IIRC the motion brackets on Doncaster also lack some dimensions. For fabricating your own I'd calculate the actual scale that the drawing has been printed too in both axis (most are a few percent out) and then take any unmarked dimensions straight from the drawing, multiplying or dividing by whichever factor it's out by. A trace of the drawing would help place the center for the 15/32 rad, if the drawing is out once you have calculated by how much % you can scan and print to said percentage points, personally if it's not close to other moving parts I'd guesstimate it as close as possible. Regarding the mounting holes, Don has made a note '3 5/32 (check to place)' ..this distance is from the top of the bracket down to the second hole up from the bottom which thus becomes your datum, the other holes can be plotted from the frame dimensions. It looks like Don has centered this hole across the other two planes to help determine it's position. You may need to pay attention to the drawn webs in the center as they seem to conflict with the mounting hole position in the frames, perhaps create a card template to check that all works out before cutting metal.
I suggest these ideas as to how I would tackle it, I would also cross-check other drawings as Don has a habit of giving the missing info elsewhere, the mounting holes being an example...
regards
Pete
|
|
44767
Statesman

Posts: 538
|
Post by 44767 on Jul 4, 2018 10:20:53 GMT
Pete has summed it up well. Regarding the web conflicting the third row of holes down, Don's casting is exactly as it's drawn so I left those holes out. You could, since you have the chance, move the web up or down to be between the holes- down would be better.
Cheers,
Mike
|
|
|
|
Post by runner42 on Jul 4, 2018 23:30:23 GMT
Hi Pete,
thanks for your reply, your procedure, ie making a copy from the drawing and using this as a template was exactly what I did, however the thickness and position of part A was my main concern. Having made it from 3mm steel it seems robust enough, so I will go with that. Your point that the 15/32" dimension bisects the distance between the slide bars which is the reference point as it is the critical one is now understood.
Hi Mike, I have noted your recommendation, thanks for that.
Brian
|
|
|
|
Post by runner42 on Jul 11, 2018 1:54:52 GMT
It's early days yet but I am going over the drawings and note that DY has indicated that cylinder lubrication is by 2 standard 1" or 1 1/4" square mechanical lubricators available from Don Young's Designs. Sheet 7 shows 2 on one side but I can't seem to see how the lubricators are driven, I assume from the valve gear on the outside and not like LBSC's Doris from an eccentric on the leading axle.? Any ideas?
Also the boiler construction requires that the barrel is made with a taper on the section adjacent to the firebox and a parallel section to the smokebox, unlike LBSC's Doris which was a single taper. But DY was applying a prototypical criterion, however that two step profile is lost on the cleading which covers this with a single taper, providing a bigger gap under the taper section than the parallel. Any comments?
Brian
|
|
Lisa
Statesman
Posts: 806 
|
Post by Lisa on Jul 11, 2018 2:31:36 GMT
I'd think they'd be driven by a rod off the top of the expansion link. Or at least that's my usual preference for a lubricator drive.
|
|
|
|
Post by Deleted on Jul 11, 2018 7:42:41 GMT
Hi Brian Yes, this is another of those areas that Don breezes over, it took me a little time to see 'what's what' too...As you have both lubricators on one side I'm guessing that the general layout is the same or similar to 'Doncaster'..I have copied the relevant section from my files, hope it's of help, the linkage is driven from the expansion link as Lisa suggested, there's an arm that's attached to the rear of the link, in my case on the right-hand side.  Cheers Pete |
|
|
|
Post by runner42 on Jul 11, 2018 7:58:50 GMT
Hi Pete,
you are my guiding source of assistance, which is very much appreciated. Not only have you provided the driving information indicated by Lisa but anticipated my subsequent question and provided details on the design of the lubricators. Thanks again.
Brian
PS . I note that DY design of the mechanical lubricator uses a single roller clutch, normally this type of mechanism requires two clutches one to enable the lubricator to driven by the actuating arm the other to limit the reverse movement. The second clutch is replaced by a friction washer, is this just a tight fitting item that prevents reverse movement?
|
|
|
|
Post by Cro on Jul 11, 2018 8:06:58 GMT
Brian,
For the lubes I have a feeling its a bit different to how Don Young has shown it on Petes drawings, look up some photos of the real thing it should be simple enough to work out.
With regards to the boiler, don't re-design the wheel - just go with it. Don has done some amazing design work and would trust 99% of his designs.
Adam
|
|
|
|
Post by Deleted on Jul 11, 2018 8:44:07 GMT
Hi Brian
To be honest I've not paid much attention to the lubricators themselves yet...I do recall others saying that the important part for these is a hardened rod for the clutch to ride on...not sure if silver steel will do or not, as I said I've not looked into this yet. I'm hoping that Adam gets around to producing these No. 7 Wakefield lubricators in 5" one day for me.. (hint hint)
cheers
Pete
|
|
|
|
Post by Cro on Jul 11, 2018 8:45:47 GMT
Hi Brian To be honest I've not paid much attention to the lubricators themselves yet...I do recall others saying that the important part for these is a hardened rod for the clutch to ride on...not sure if silver steel will do or not, as I said I've not looked into this yet. I'm hoping that Adam gets around to producing these No. 7 Wakefield lubricators in 5" one day for me.. (hint hint)cheers Pete I'm going to send you something on FB.....keep your eyes peeled  |
|
|
|
Post by mr swarf on Jul 11, 2018 18:11:54 GMT
Hi Brian,
I have found that on these type of pumps the spring which holds the cylinder against the stand provides enough friction to use one clutch without the washer.
Do get a good quality clutch, not those cheap ones on ebay from Hong Kong. You may find 3mm ones are easier to get, so use 3mm silver steel for the spindle.
Paul
|
|
|
|
Post by runner42 on Jul 11, 2018 22:53:52 GMT
Brian, For the lubes I have a feeling its a bit different to how Don Young has shown it on Petes drawings, look up some photos of the real thing it should be simple enough to work out. With regards to the boiler, don't re-design the wheel - just go with it. Don has done some amazing design work and would trust 99% of his designs. Adam Hi Adam, my concern is that the two step profile requires an extra circumferential silver solder joint and this profile if it is to mimic full size it is lost under the cleading because this requires a single taper. I can see no advantage (but I may be wrong) in having it so because it marginally reduces the water volume of the boiler. However, I suspect that DY did this for a purpose and not slavishly following prototypical guidelines, assuming that the full size had this feature. Brian |
|
|
|
Post by ettingtonliam on Jul 11, 2018 23:24:12 GMT
Co-incidently, I've just been re-reading the autobigraphy of Eric Langridge (Under 10 CMEs), and Langridge was involved with the design work for these locos. Yes, indeed, they did have the 2 piece barrel, the idea being that the same basic boiler could be used on several different locos, adjusting the length by varying the straight piece of the barrel, without having any effect on tubeplate size or smokebox diameter.
Full size loco designers were always fighting weight, to keep within the civil engineer's axle loadings, and apparently one of the advantages of the 2 piece barrel was that it held less water than a straight taper barrel, and thus saved weight. Langridge does mention in passing the straight cleading, but doesn't explain the reason.
Conversely, in our models a little extra weight is considered a good thing. Yes, elimination of the extra joint sounds a good idea, just wonder if club boiler inspectors would be happy with this alteration to a published design?
|
|
|
|
Post by runner42 on Jul 12, 2018 2:47:37 GMT
........ just wonder if club boiler inspectors would be happy with this alteration to a published design? I have to alter the design to comply with AMBSC Code Part 1, so I will have no concerns about the boiler inspector being unhappy. Thanks for the reason that the barrel is in two parts, interesting. Brian |
|
44767
Statesman
Posts: 538
|
Post by 44767 on Jul 12, 2018 6:15:02 GMT
Having the parallel part of the boiler also stopped a lot of the surging of the water in the barrel. The small diameter would (or should!) always be full so no water movement. A plain taper in one piece would not achieve the same result.
|
|










