|
|
Post by ettingtonliam on Mar 31, 2020 11:33:18 GMT
A lot depends on how hard the wheel castings are, but with mild steel axles, it shouldn't really be much of an issue. Silver steel might be more of a problem, but as Steve says, if it starts off 'half and half' then even if it wanders a bit further in, a well fitted pin will do the job.
|
|
|
|
Post by Deleted on Mar 31, 2020 12:40:56 GMT
I still have to think about the best way to pin them together afterwards. I will probably go the way to fit pins axially between the axle and the wheel, but how can I prevent the drill from wandering straight into the cast iron? Milling a round grove with an ball nose nedmill into the silversteel is not an option, since I have netither a suitable endmill nor a dividing head.
Have you given any thought to cutting keyways? It's a lot easier than you may think, yes you'll need a suitable broach and guide (can be bought separately) and a rotary table would be handy for cutting the keyways at 90 degrees to each other in the axle ends too. There are charts to guide you as to what size broach you need, all you need then is a fly press with a deep enough throat for the job and a jig to get the keys cut in the same position for each of the wheels. If it helps I did go through this in detail in my build thread, page 93 might help. Cheers Pete |
|
|
|
Post by Roger on Apr 1, 2020 8:05:18 GMT
In my opinion, it's difficult to guarantee exact quartering if you're using keyways. The problem is that a tiny angular error is multiplied enormously when you get to the radius of the crank pins. I think it's easier to get that right if you make a fixture to hold the wheels in the correct position as they are pressed on. I'd still want a fixture, even with Keyways because the slightest clearance will allow the wheels to be in a different angular position.
I agree that the drill is likely to wander though, unless the wheels are made from Steel. I machined a groove in the axle to prevent that from happening. Now, I'd probably use a Carbide PCB drill very gingerly because they are short and stiff, so you won't have the same problem. Just take it easy, you don't want to break one off in the job!
|
|
stevep
Elder Statesman

Posts: 1,073
|
Post by stevep on Apr 1, 2020 8:57:41 GMT
I would agree with Roger. I cut keyways on the axles and wheels for my Pansys, and can confirm that even the slightest bit of clearance on the keys in their keyways mean the wheels can rotate slightly - throwing the quartering out between wheels.
When built my Rob Roy, at a time when I had much to learn, after finishing the axles, I carefully measured the distance between them (over and between, using a vernier caliper), on both sides of the locomotive. I then made the centres of the coupling rods to these exact dimensions. IIRC, I then loctited one pair of wheels on to their axle (with the appropriate quartering), and when that had cured, put the other wheels on, put the coupling rods on the crankpins, and rotated everything until the loctite had cured on the other four wheels.
As I said, I didn't know better, but it produced a free running assembly.
|
|
|
|
Post by flyingfox on Apr 1, 2020 15:50:11 GMT
Greetings, having had wheels become loose,and the same problems you describe, the drill being deflected into the softer cast iron, I now drill, slightly under size, into the hub from the front of the wheel, along the the line of the diameter, from between a pair of spokes, then open out the hole with a reamer, and push in a suitable pin secured with loctite 638. Thus you are only drilling through the hub, alll cast iron, or the axle, not both at once.
The pin, which penetrates about half way into the axle, has a small centre so that I can drill out the pin should I ever need to remove a wheel.
I carry out this task after the quartering has been tested, and the wheels & rods turn sweetly, and I usually use the same grade of loctite to secure the wheel to its axle.
Regards
Brian
|
|
|
|
Post by Roger on Apr 1, 2020 17:26:39 GMT
Greetings, having had wheels become loose,and the same problems you describe, the drill being deflected into the softer cast iron, I now drill, slightly under size, into the hub from the front of the wheel, along the the line of the diameter, from between a pair of spokes, then open out the hole with a reamer, and push in a suitable pin secured with loctite 638. Thus you are only drilling through the hub, alll cast iron, or the axle, not both at once. The pin, which penetrates about half way into the axle, has a mall centre so that I can drill out the pin should I ever need to remove a wheel. I carry out this task after the quartering has been tested, and the wheels & rods turn sweetly, and I usually use the same grade of loctite to secure the wheel to its axle. Regards Brian Hi Brian, That's given me another idea. You could make a sacrificial Steel ring which is a sliding fit on the axle. Then you could drill across the joint without the drill deflecting. Then, when you come to drill it for real, the drill can follow the existing half of the hole in the axle. |
|
|
|
Post by ettingtonliam on Apr 1, 2020 20:04:19 GMT
I'm a bit doubtful if that would result in a round hole. I thing the drill would cut mostly in the wheel, but would also tend to take some more out of the axle. Probably end up with a worse result than just drilling 'half and half'.
Lets face it, theres been hundreds if not thousands of locos over the years with their wheels successfully keyed to the axles with round pins, so maybe we don't need to overthink the matter
|
|
|
|
Post by coniston on Apr 1, 2020 20:15:59 GMT
When I've fitted wheels I haven't had any problems with the drill wandering any perceptible amount. But I drill tapping size and tap the hole a suitable size (6BA, 5BA or similar) and fit a screw which I then saw the protruding part off and file or turn down to finish. A bit of Loctite also helps hold the screw. Never had a wheel come loose yet.
Chris D
|
|
|
|
Post by Roger on Apr 1, 2020 22:35:53 GMT
I'm a bit doubtful if that would result in a round hole. I thing the drill would cut mostly in the wheel, but would also tend to take some more out of the axle. Probably end up with a worse result than just drilling 'half and half'. Lets face it, theres been hundreds if not thousands of locos over the years with their wheels successfully keyed to the axles with round pins, so maybe we don't need to overthink the matter If you started the cut very slowly, I think you'd find that the CI would quickly be the only part cutting. It's a very weak and crumbly material. That's how I did mine. |
|
|
|
Post by ettingtonliam on Apr 2, 2020 6:50:20 GMT
When I've fitted wheels I haven't had any problems with the drill wandering any perceptible amount. But I drill tapping size and tap the hole a suitable size (6BA, 5BA or similar) and fit a screw which I then saw the protruding part off and file or turn down to finish. A bit of Loctite also helps hold the screw. Never had a wheel come loose yet. Chris D Thats what I did when I built Juliet, at the age of 16, and was still at school. My metalwork teacher later said it was a mistake, because with threaded pins, I'd never be able to pull the wheel off the axle, if, in future I needed to do so. |
|
|
|
Post by Roger on Apr 2, 2020 7:28:45 GMT
When I've fitted wheels I haven't had any problems with the drill wandering any perceptible amount. But I drill tapping size and tap the hole a suitable size (6BA, 5BA or similar) and fit a screw which I then saw the protruding part off and file or turn down to finish. A bit of Loctite also helps hold the screw. Never had a wheel come loose yet. Chris D Thats what I did when I built Juliet, at the age of 16, and was still at school. My metalwork teacher later said it was a mistake, because with threaded pins, I'd never be able to pull the wheel off the axle, if, in future I needed to do so. There's nothing to stop you drilling the pins out... |
|
|
|
Post by ettingtonliam on Apr 2, 2020 9:49:53 GMT
Being really clever (just like most 16 year olds) I'd made the pins from silver steel, so the drill would have been extremely likely to drift off into the soft material on one side of the other. In 1966 we didn't have easy availabilty of small sized carbide or pcb drills, or edm equipment.
|
|
|
|
Post by andyhigham on Apr 2, 2020 9:59:21 GMT
How about taking a piece of say 10mm square bar and drill a hole in it the same size as the drill you will use for the pin. Clamp this securely to the wheel so the hole is centred on the joint between wheel and axle then drill through the hole. The bar will stop the drill wandering. A more substantial version for many axles/wheels could have a hardened bush
|
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 12, 2020 14:53:28 GMT
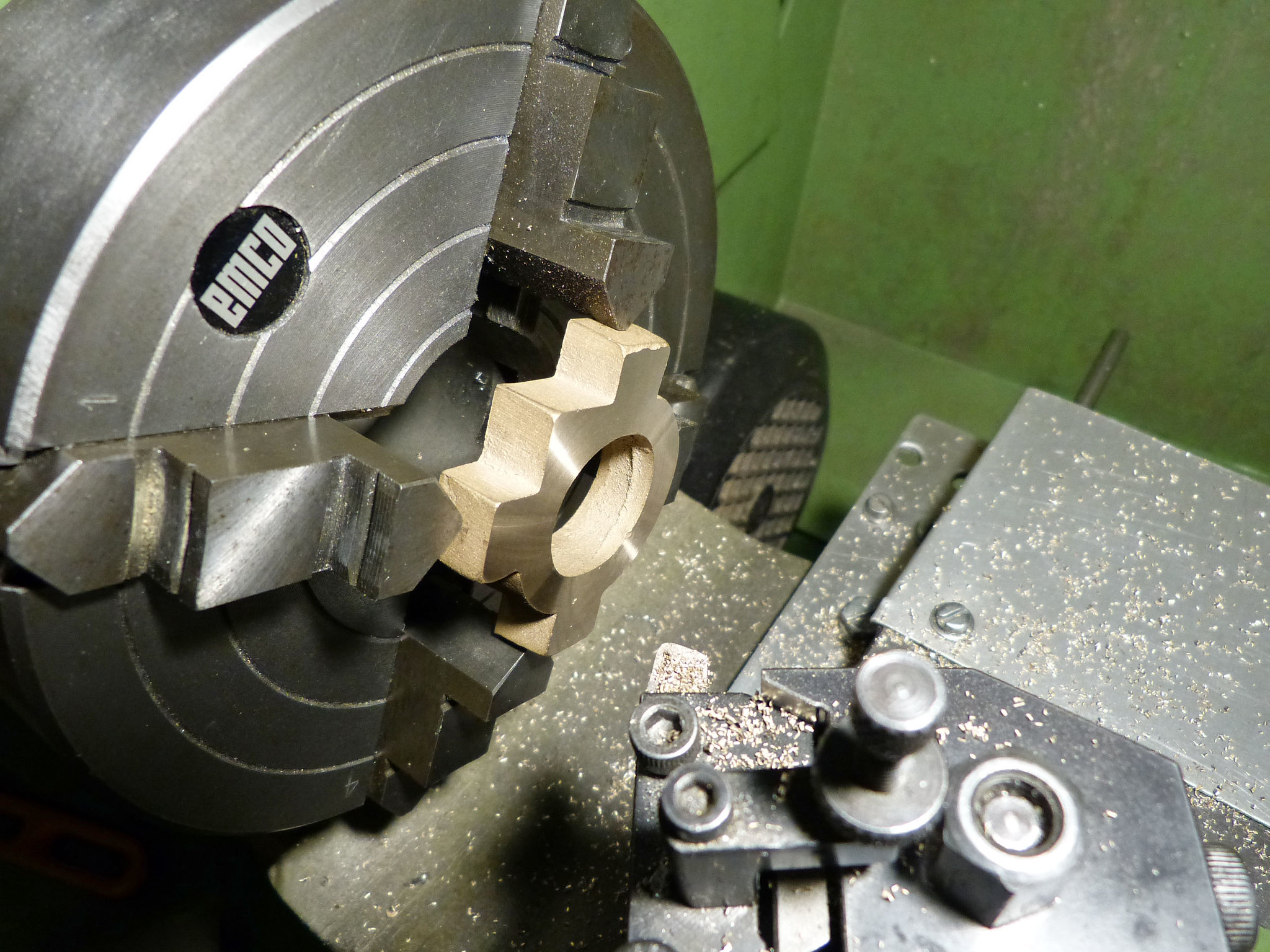
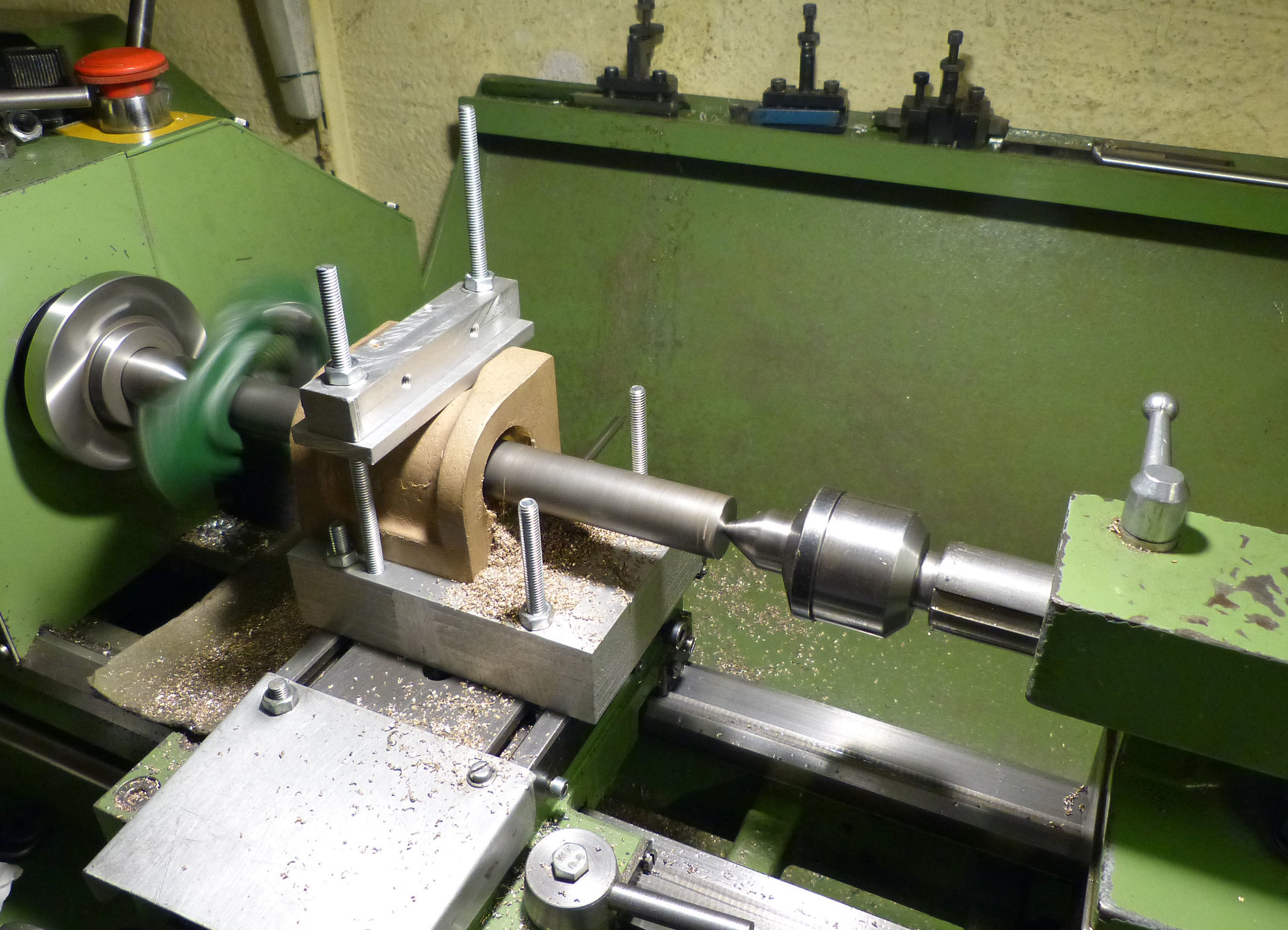
Thank you for all your suggestions and experiences. I made a dummy run on pinning the wheels. So I turned a 16mm shoulder on the remaining silver steel bar, bored an cast iron offcut and clamped them together with a grub screw. I intended to test your different approaches, sarting with the "half through axle and wheel" method. This turned out to work much better than I expected so I didn't try the other methods. It wandered a little bit into the cast iron, but it should do the job on the small wheels. I've read through Matrin Evans' Manual of Steam Locomotive construction book but could not find anything about recommended pin diameters. But i think that the 3mm hole in the test piece looks about right.
Before quatering the wheels I milled the oil reservoir into the upper axle box and the cavity for the felt into the lower.
The quatering was done in a simple jig that I made out of some aluminium offcuts, not on the mill and not with a fancy setup of parallels on the lathe. It worked out very smoothly since the Loctite 603 gave me some time to set things up carefully.
Before the wheels were quatered I machined the pump eccentric and the returen cranks. I made them at this early stage to turn the stubs on the crank pins to fit the return cranks just in case that the holes are reamed oversive (wich they did, they ened up being 0,02mm oversize). The return cranks got a step milled on the backside. I clamped them onto a piece of brass, since they can not be securely clamped in a vice without distorting them.
The chatter marks were filed away afterwards.
The eccentric and strap were machined next. You have seen this 1000 times before, so I will just show you some pictures. There was nothing special about them.
I will finish the eccentric strap when I get to making the axle pump.
So hopefully the quatering was succesful. We will see, when I made the connecting rods. This will have to wait until I can use our club workshop again.
Next time I will write about starting on the cylinders.
|
|
|
|
Post by ettingtonliam on Apr 12, 2020 19:51:58 GMT
I usually make the strap first, that way, one half can be offered up the eccentric sheave to check for size, when machining the sheave.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 19, 2020 20:38:11 GMT
This would have been easier indeed. But with a micrometer and a dial bore gauge it went pretty smoothly, too.
As proposed the cylinders were the next castings to be machined.
They could have been turned in the 4-jaw but I gave the line-boring method a try. I felt a little uncomfortable about spining these hevy pieces of gunmetal at an appropriate rpm. To get a true and flat surface to start from, I first clamped them in the 4-jaw and took a facing cut on the mounting face, leaving it still oversize.
I then measured the exact center height above the cross slide and faced an aluminum block to 30,5mm thickness. With a center height of 59,1mm I ended up with the requiered 28,6mm between the port face and the cylinder center line. The cylinders were clamped to this block by an aluminum flat bar and were milled to size with a flycutter.
Next step was to make a "between-centers-boring bar". It took about 30 mins to make but it did the job wonderfully. I sat up one cylinder with the port face to the rear and the other one with the port face to the operators' side to end up with two "handed" cylinders after machining the rear faces in the the same setups.
Target bore diameter was 32mm and I got them to 32,01mm wich should be in the tolerance for fitting Viton O-rings to the pistons. Since the cylinders are gunmetal, I don't think that cast iron piston rings would be a good choice.
Chamfering the bores was done with an other home made boring bar in the 3-jaw chuck. The cutter had been a center drill in its first life.
There was quite a bit of metal to be removed from the cored holes...
I then went over to mill the ports. A simple fixture was made to clamp the cylinders to the vertical slide. To mill the width with the highest possible accuracy I used a dial indicator on the crossslide. As the length and depth are not that critical, I relied on the dials there.
The same fixture was used to mill and drill the steam passages and the tapped holes for the drain cocks. Setting the angles was surprisingly easy with this setup.
I am very happy how they turned out so far.
|
|
|
|
Post by Roger on Apr 19, 2020 22:21:42 GMT
Lovely work as always, well planned and executed. I would have been nervous about that 4-jaw setup too. The main thing is to know when you're pushing your luck, then you will probably be fine.
I suppose an alternative would have been to clamp the raw casting to the cross slide and fly cut the first face. Anyway, lots of different ways to do it, and yours worked just fine.
|
|
firebird
Hi-poster
 Conway now up and running
Conway now up and running
Posts: 157
|
Post by firebird on Nov 12, 2020 17:04:20 GMT
Hi Lennart
I have a Chub that is waiting in the wings. Have you done any more to yours lately
Cheers
Rich
|
|
|
|
Post by runner42 on Nov 12, 2020 22:19:07 GMT
It may appear daunting but it is quite straightforward as Steve has indicated. Using a centre drill with the tip over the transistion from axle to wheel to start the hole and then use an ordinary drill of the size to match the pin you intend to use. Make sure the wheel is firmly clamped so it cannot move. The centre drill will not wander and using it initially you can see how well you have positioned it before making a deeper cut.
Brian
PS somehow I answered an old issue which was answered by others some time ago/
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Nov 14, 2020 13:36:24 GMT
I made some progress on the project since my last update here. I machined the steam chest castings and the cylinder covers next. The rear covers are not finished and need the faces for the guide bars machined. I will do that, when the motion plates and the cross heads are done to end up with parallel guide bars.
I haven't pinned the wheels yet. This will be done when the connecting rods are fnished just in case that the quatering proves to be not accurate enough.
Somehow I stalled on the chub, because other projects came in the way and the next parts like the connecting rods need to be milled at the club workshop. I can not get there at the moment due to the reason we all know, so there won't be much progress here.
|
|