|
|
Post by fubar123 on Jul 11, 2021 20:18:13 GMT
Hi Lennart, I am wondering how the build is going ?
Chris
|
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Jul 12, 2021 19:59:19 GMT
Hello,
there hasn't been much going on with the project. Unfortunately not because of other projects that came in the way but there hasn't been much spare time at all for the workshop the last 2 1/2 months or so.
I made a start on the pistons, piston rods and the piston rod glands but haven't got around to write something about it.
Hopefully I will get a little bit more done during August.
Time will tell.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Jul 25, 2021 14:14:59 GMT
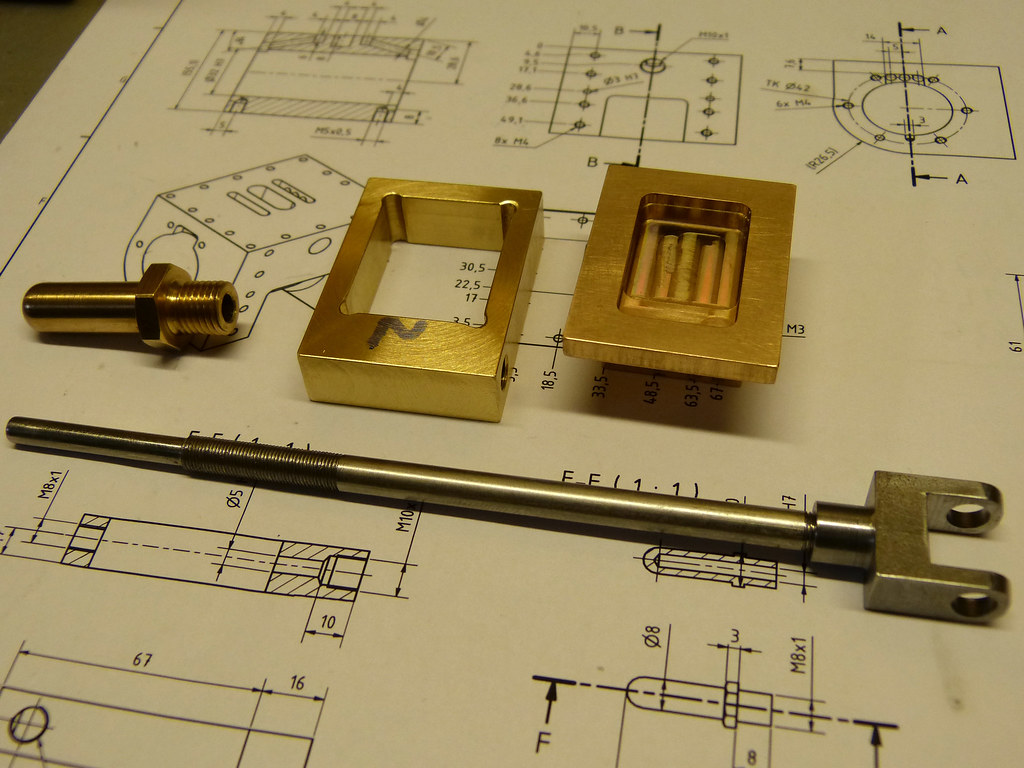
Now I‘ve found some time to write the long-overdue update. Back in March when I made the coupling rods and the wheels still turned nicely, I haven‘t got around to pin the wheels to the axles, which I finally did after machining the crossheads. I followed the procedure that has been suggested earlier. It went without any major incidents except that the drill might have wandered a little bit into the wheel castings. The pins should do their job nevertheless.  Chub steam loco (81) Chub steam loco (81) by Technikfreak L, auf Flickr 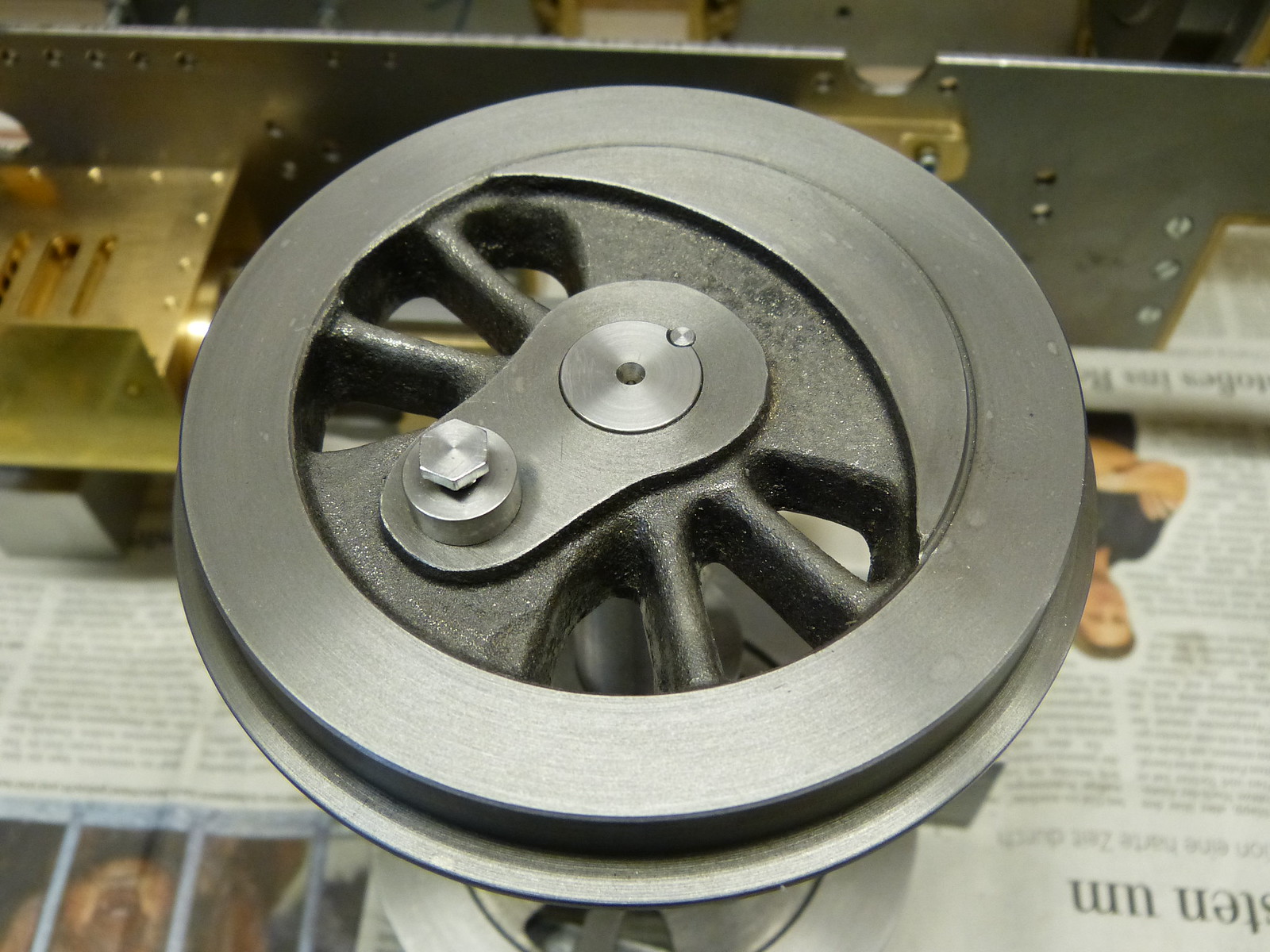 Chub steam loco (82) Chub steam loco (82) by Technikfreak L, auf Flickr The pistons, rods and piston rings were next. The pistons are threaded all the way through except the recess fort he locknut of course. I didn‘t fancy to employ the half threaded and half plain connection for several reasons. The 8mm piston rods were threaded M7x0,75 on the lathe to fit the pistons without any appreciable play. The pistons and nuts weren‘t fitted with loctite yet. Just screwed on tightly. Will this be safe enough or should at the locknuts be secured with a drop of medium strength loctite?
I initially intended to employ silicone O-rings as piston rings. I’ve changed my mind on the piston ring material and will give PTFE rings a try. There will be two split rings per piston without any O-rings underneath. They will rely on the springiness of the PTFE only. The dimensions were derived from John Baguley’s Helen, V2 and Monstrous and greenglade’s Hielan Lassie: groove width 5,1mm; ring width 2,5mm; outside ring dia 33mm; inside ring dia 25,5mm; groove dia 24mm; (bore 32mm).
Turning the rings was easy but adjusting the ring width took some time. I‘ve checked the side clearance in the piston groove with some feeler gauges. The 0,1mm gauge fits rather easily and the 0,15mm one could be pushed into the gap with a little bit of force. So the actual gap should be something between 0,1 and 0,15 mm. Is a little over 0,1mm clearance sufficient or should there be a little more or even less? |
|
|
|
Post by philh1aa on Jul 28, 2021 11:55:38 GMT
Lennart,
This is a great thread. I am about the same position with my Rob Roy build.
I don't like the half threaded/ half drilled piston to piston rod joint either. I am also thinking of using a locknut on the back as you have done. Have you received an answer as to whether the locknut should have a drop of retainer added? I was thinking the same but I am not sure whether the retainer would struggle at operating steam temperatures.
Phil H
|
|
|
|
Post by Deleted on Jul 28, 2021 12:10:22 GMT
Hi Phil
An alternative to the nut is to countersink the piston face, leave the rod thread a little longer than required and when fitted tightly into the piston, peen the end of the rod over into the countersink to hold it firmly. This was what was recommended to me for 4472, I also used a retainer for a 'belts and braces' approach.
Pete
|
|
stevep
Elder Statesman

Posts: 1,073
|
Post by stevep on Jul 28, 2021 13:21:54 GMT
When I built my Stanier, I bored a recess in one side of the piston, and after putting the nut on (tight), I drove several centre pops into the join between the edge of the piston rod and nut. Similar to Greenlade's suggestion of peening over the end.
|
|
|
|
Post by philh1aa on Jul 28, 2021 16:08:16 GMT
Lennart, sorry for hijacking your thread a bit but Pete and Steve have put forward a couple of great suggestions.
I tried machining my pistons as suggested by the engine designer, Mr Evans and probably suggested by LBSC etc too i.e., drill and tap then open to an interference fit for the rod. I held the piston rod and screwed it into the piston, very, very firmly as suggested. Unfortunately, when machining the packing grooves both pistons shifted on their rods suggesting that they were not tight and secure enough. The result was a couple of correctly sized pistons but they were eccentric to the rods i.e., ruined!!
Luckily, I can start again because I have plenty of stainless rod and some kind of bronze bar. I am not quite sure of its alloy but it was once some kind of marine pump spindle. So it will be good stuff. I will of course machine the grooves as part of the pre-machine stage this time.
Phil H
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Oct 18, 2021 17:07:37 GMT
There hasn’t much happened since my last update. Only a few small jobs, which I think should be mentioned nevertheless.
I’ve painted the wheels black after they were pinned to the axles. Humbrol gloss black was used, with a medium degree of success. It is quite glossy but the surface is not as tough as I would have liked. It will do for the wheels, but for the plate work I will have to find something better. Unfortunately the phoenix precision paint is not obtainable here. Could please someone suggest a brand / type of paint, that is obtainable on Europe mainland, that is scratch- heat- and oil resistant? Preferably in smaller volumes than 5 liter buckets of course. Even though Chub is a freelance engine, I intend to paint her in some sort of an BR black livery. So any special colours will not be needed which should make sourcing a suitable paint much easier. When reassembling the wheelsets, I decided to modify the axlebox oiling system. When I machined them in early 2020 I simply drilled the oil holes to meet the axle on the very top. It has been suggested to me since then that the oil hole should be placed further forward to meet the axle at an angle and in a place where the oil pressure is much lower. I don’t know if this makes much of a difference but I seemed sensible to me. After reassembling and putting on the coupling rods, I pushed the chassis along a few meters of track and it felt more or less the same as before. Any opinions, wether the modification was worthwhile are appreciated, of course.
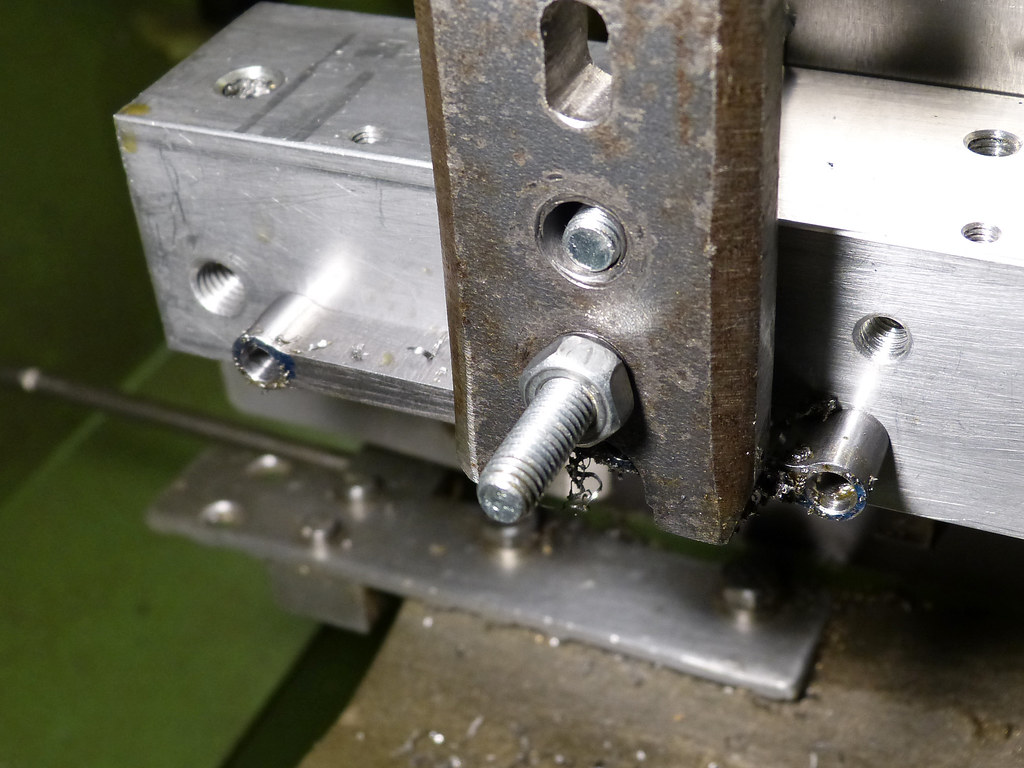
I then restarted work on the crossheads, which are more or less finished now. There were the crosshead pin holes and three tapped holes in each one for taking the drop arms to do. I adopted the arrangement of an 8mm hole on the inside and a 6 mm hole on the outside plate, as suggested by don9f on Apr.26 in this thread. The crosshead pin holes were drilled, bored and reamed on the face plate to end up with them being square to the other surfaces. This also had the benefit that deburring the inside edges was very easily done with a small boring bar. Maybe I will mill a 2mm deep and 2mm wide slot into the inner plates. With a matching 2mm pin inserted crosswise into the crosshead pins, this should keep them from rotating when tightening the nut, if that makes sense. This is how things look like right now:
|
|
|
|
Post by coniston on Oct 18, 2021 21:37:28 GMT
Coming along nicely Lennart. You are correct in drilling the oil holes to be tangential to the axel, as you say low pressure from the axel will allow the oil to flow around the bearing.
Chris
|
|
firebird
Hi-poster
 Conway now up and running
Conway now up and running
Posts: 157
|
Post by firebird on Oct 19, 2021 7:24:48 GMT
Looking good Lennart
Cheers
Rich
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Dec 6, 2021 20:17:22 GMT
I haven’t posted for a while, but there has been some progress nevertheless. With the crossheads finished, I will now focus on the valve gear parts. The connecting rods were dealt with first. I have ordered them with the basic shape waterjet cut. The procedure of machining was exactly the same as with the coupling rods, which I described some time ago. Only the small end bush differs somewhat from the ones I employed on the coupling rods. I was in doubt that there would have developed a sufficient film of oil with the usual arrangement of a plain bush with a single oil hole from the top. With the reciprocating movement the oil might not be spread all the way around the journal as it would happen with a rotating pin. So, I thought, it would be sensible to cut a grove into the bush and add a second hole at the bottom. The grove acts as a reservoir and the passageway to the second hole.
Maybe I am overthinking things a little bit, but it shouldn’t hurt. The big end bush was nothing special, just plain gunmetal with a single 1,2mm hole on top.
I made the crosshead pins a while ago from 8mm silver steel. To keep them from rotating, I milled a 2mm wide slot, about 1,5mm deep and 3mm long into the inside face of the crosshead. A 2mm peg was then pressed into the pin which fits into the slot. Then I tried to fit the connecting rods, but found out that they were a little twisted. The rods are thinned down in the center from 8mm to 5mm which obviously caused some distortion. This was easily rectified and now the pistons are connected to the wheels for the first time. When the rear axle was tilted a little bit, things still jammed up. I enlarged the bushes a little a few thous and now the rear axle boxes can be lifted by about 2mm before jamming. Considering the short wheelbase this should be sufficient, I think.
With the main rods done I made a start on the actual valve gear components. The combination levers were a simple affair of drilling and reaming the holes in the correct place and to clean up the rough water cut surface. I thought that they still didn’t look too nice and thinned them down the same way as the connecting and coupling rods. They can be seen on top of the cylinder. The holes were reamed 5mm and will have phosphor bronze bushes with 4mm id fitted. The pins will be plain cylinders made of silver steel and secured with collars and split pins. Will it be necessary or at least better to harden the pins? I don’t have the facilities to case harden them so they would have to be hardened with water or oil. But before I do more work on the valve gear, I will probably do some surgery on the frames. With the now established cylinder mounting position, I thought it would be a good idea to dismantle the frames, leaving the cylinders in place and pin them with let’s say two 4mm dowels each. There are some more holes that need to be drilled into the frames so I could do everything in one go. Then, if everything goes to plan, there is only one major stripping down required for painting at the end. I always try to plan ahead as far as possible to make sure I don’t need to take everything apart just to do a 2 minute job on some inaccessible component, if that makes sense. |
|
|
|
Post by coniston on Dec 7, 2021 22:46:34 GMT
Nice work Lennart, for valve gear pins I leave the silver steel in the natural state without hardening, it is a pretty tough material and if hardened you would then need to temper them to reduce the brittleness. On a couple of locos I have refurbished surprisingly the silver steel pins had worn but they are much easier to replace than the bronze bearings in my opinion.
Chris
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Sept 29, 2022 11:20:01 GMT
I just realised that I haven't given you an update for nearly a year now. Work continued but I wasn't in the mood of writing. Anyway since my last post in November I continued with the valve gear parts. The return cranks and combination levers were already finished then and I made a start on the valves.
The slide valves are supposed to be made of gunmetal castings but as it is far from ideal to have the same materials to run on each other (galling, seizing) I decided that phosphor bronze valves would be far better on the gunmetal port face. To save some expensive phosphor bronze and to make machining easier I silver soldered a thin piece of bronze to a block of brass. This assembly was the milled to size. Now only the part that touches the cylinder is bronze and the rest is brass.
The valve buckles are also supposed to be made of castings. As the valves vere modified, those castings were not big enough anymore. So the buckles were milled from solid brass too. I made the threads on teh spindles M5x0,5. Hopefully 0,25mm increments ( half a turn) will be enought to set the valves accurately.
With the internal valve gear components finished I focussed back on the rods and links. Making them was more or less the same procedure except the different dimensions. The most complex one was the radius rod as it has two forked ends. First the holes were drilled and reamed 5mm in one setup.
After the forks were cut, I clamped them with two bolts through the 5mm holes and milled the recessed bit. Two old feeler gauges were added to make sure that the forks won't distort.
Two other interesting bits were the expansion link trunnions. Not really difficult to make but they needed some planning ahead because of their flimsiness. First the slots were machined as a pair. The 4mm holes for the trunnions themselves was also drilled at this stage.
After separation and milling to size, the trunnions were silver soldered in as a single piece of silver steel. The middle piece inside the slot was then milled away.
The expansion links were wire eroded by a friend in his workshop. He used some surface ground tool steel so I hope that hardening won't be necessary. To get an impression of how things are looking so far I stuck the parts losely together with a few grub screws. I've later made the pins as suggested by coniston from silver steel and left them unhardened.
I also made the lifting links and the weighshaft but haven't made a photo of those yet. This leaves me with the die blocks and the eccentric rods to be made before I could set the valve gear and hope for the best. But before I need to decide what to make the die blocks of. With unhardened expansion links steel die blocks wouldn't be a good choice i think. Would gunmetal or bronze be any better?
|
|
uuu
Elder Statesman
your message here...
Posts: 2,858
|
Post by uuu on Sept 29, 2022 11:50:44 GMT
For what it's worth, "Jessie" has phosphor bronze die blocks, with silver steel sleeves in the hole, running on a hardened silver steel pin in the forked end of the radius rod.
Wilf
|
|
|
|
Post by ettingtonliam on Sept 29, 2022 14:30:13 GMT
Many engines have gauge plate die blocks running in gauge plate expansion links, and seem to work just fine. All I've ever done is bronze bush the pin holes in the links and blocks.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Oct 12, 2022 16:58:08 GMT
Last weekend I made the die blocks as I’ve said in my last post.
Thank you for your suggestions. You both helped me to finally decide to use phosphor bronze. It took a little thinking how to machine the curve without a milling machine nor a dividing head. I also didn’t fancy to make a special milling fixture for my vertical slide. As the radius rods are only 70mm long, the die blocks also have a rather small radius which made it possible to turn them as a ring segment on the lathe. A piece of phosphor bronze was screwed to the faceplate and after some very careful turning I ended up with an embryo die block. What remained was to drill and ream the holes and to separate the part into 2 die blocks. The end portions with the screw holes were scrap.
They fitted first try and much better than I expected. And at least 100 times better than if I had attempted to file them into shape. You can also see that all the bushes and pins have been installed to the valve gear. Just the split pins and washers wait to be fitted. |
|
|
|
Post by shyam on Oct 13, 2022 14:20:19 GMT
Hello Lennart, I am new in this forum and just got registered after a google search for maps made me land on this post. I am from India and am looking to make a Live Steam Loco. I have never done any lathe work nor do I understand much of the things you guys talk here. But I believe that with many trails and errors that one day I could build one and even if I can’t, wanna fail trying. Just wondering as to how to get hold of drawings. I am looking for loco models like this one and not the complex one like “Big Boy” ect. Would be grateful if you can give some lead or share useful info. I am also not sure if its okay to ask to share your (or the members) plans as I am not aware if its involve any copyright sort of stuff. And if I have to buy one, where can I find one. Please let me know. Thanks a lot for your time in advance. Shyam |
|
|
|
Post by shyam on Oct 13, 2022 14:35:18 GMT
Hi Lennart, I forgot to mention re the watercutting, it’s time on the table that cost! So thicker material cost more to cut per linear dimension than thin. The tool holders I had done the guy pointed this out as I took the blocks of steel with me....so I headed home & machined them before cutting rather than after which had been the plan Cheers Kerrin Hello Kerrin, I am a newbe here from India. Your post re water cutting made me a bit panic as I am of the hopes that this can be done by hand. Is it desired for measurement accuracy or for a fine and ease of job. Has any one done this manually by hand, I mean is it a no no for doing with hand? Thank you. |
|
|
|
Post by steamer5 on Oct 14, 2022 6:31:46 GMT
Hi Shyam,
Water cutting use very hi pressure water which induces garnet sand into the water stream. I would doubt very much whether you would be able to hold it by hand as the reaction force would be quite a bit.
As to the accuracy they are pretty good. The guys I use have 2 1/2 axis units that compensate for diverging water jet. You don’t get any surface harding like you get with a laser.
Cheers Kerrin
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Oct 14, 2022 8:44:28 GMT
Dear Shyam, welcome to our forum.
I had my frames and several other components waterjet cut as this saved me a lot of time and effort. Back in times when water or laser cutting was not available every model locomotive frame and other components had to be either milled or shaped by hand by sawing and filing.
Drawings are usually copyrighted and therefore have to be bought at the ME suppliers like Blackgates, Kennions or Reeves just to name a few of them.
If you would like to get into further detail how to get started in model engineering and how to set up a workshop, then I would strongly recommend to start a separate thread. Otherwise, it will distract from the original topic of this thread, building a Chub locomotive.
|
|