lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 20, 2021 11:53:49 GMT
Thank you for your advice and suggestions. I will stick to the gun metal crossheads and unhardened slide bars for now. If excessive wear should arise, I could still make new ones from steel and harden the slide bars. I made a start on machining the motion plate or guide bar bracket castings, I don’t know, what they are called in this case. They are not the best castings I ever had – banana shaped in every direction and pretty rough surface. On the picture they don’t look that bed really. But as I have them, I will try to use them and make the best out of it. Here they are in the unmachined state. The castings are identical and need one slide bar lug and one expansion link bearing removed to make them “handed”.
I marked some lines on them with a Sharpie to see how much material is left on the different surfaces. I did the same on the cylinders and it has helped a lot back then. The first face to be machined was the rear mounting face. It resulted in quite an Heath Robinson affair of packing pieces and clamps to get the castings adjusted on the lathe without distorting them any further.
This seems to have worked out as expected as the first one that I milled yesterday sits nicely on a surface plate without rocking. The next machining operations will need some more fixtures and creative setups… |
|
firebird
Hi-poster
 Conway now up and running
Conway now up and running
Posts: 157
|
Post by firebird on Mar 24, 2021 21:16:26 GMT
Hi Nice work you are doing. I didn't have the castings for the motion brackets so I fabricated them form steel  Likewise I fabricated the crossheads. The central part is cast iron, the 2 outer plates are steel. Makes machining the central part easy     Cheers Rich |
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Mar 24, 2021 21:17:52 GMT
Whoops, sorry I forgot to resize the images before posting
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 24, 2021 22:03:29 GMT
Your motion brackets look very nice. If I had known how warped the castings are going to be, I wouldn't have bought them. Did you change the design of the inner expansion link bearings?
You might have to rethink the way to fix the outer plates of the crossheads onto the cast iron parts. The expansion link and crosshead come every close to each other on BDC, so the upper rear screw heads are likely to foul the expansion links. I initially thought about adopting built up crossheads like you built them but got back to solid ones due to the above reason.
If you intend to write more frequently about how your Chub is progressing, please start a speparate thread. Otherwise it might get very confusing, which comment or question is about whose project.
|
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Mar 24, 2021 22:34:56 GMT
No problems. No more posts from me.
Cheers
Rich
|
|
mbrown
Elder Statesman

Posts: 1,793
|
Post by mbrown on Mar 25, 2021 0:29:50 GMT
Anyone who can do fabrications like that is welcome on my build thread!
Malcolm
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 25, 2021 1:01:39 GMT
Malcolm and Rich, I apologise, should I have offended anybody with the last two sentences in my previous post. Since English is not my first language, I find it still very difficult to point out issues like above without running the risk of offending someone. Looks like I did not get it quite right... No problems. No more posts from me. No, please feel free to continue posting on this thread. I didn't intend to tell you not to post anything here, just that when different people post their work on different projects in such extend, it may make reading the thread difficult. Of course you may tell us what you did or what I could do, but as soon as it takes over to a second build log in this thread, I would appreciate you to start a seperate thread.
Very hard to find the right words...
|
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Mar 25, 2021 8:17:13 GMT
Hi
Thanks Malcolm
Lennart, no need for you to apologise I fully understand what you mean. My only intention was to contribute to your build when I thought it would be appropriate.
The comments from someone else that I took offence to seem to have been removed
Cheers
Rich
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 28, 2021 20:14:03 GMT
Time for an update...
I almost finished machining the motion bracket castings. After the mounting faces were milled, I fly cut the rear faces to produce a second datum surface. The left motion bracket could simply be clamped to the cross slide, but the right one being the mirror image had to be clamped differently not to hit the mounting lug with the cutter.
I didn't take pictures of machining the mounting lugs, the two holes in them, the top faces and the bottom faces. More or less the same dodgy setups of clamps and aluminum squares as above.
The expansion link bearing part and the slide bar mounting faces were machined in one setup to ensure the correct alignment. I checked the distance between the two faces with a dial bore gauge so I should end up with parallel slide bars as long as I machine the cylinder covers accurately.
There was some hand finishing needed at the transitions between the machined and cast surfaces. Apart from some holes that ned to be drilled and tapped, the parts are finished. The expansion link bearing holes look out of place but they aren't - the casting were a little out of shape.
As I have discussed with Wilf, John and Don9f, the slide bars and rear cylinder covers will be dealt with next.
Apart from the machine work I thought about the valve gear. I believe that in one of the threads about a Butch, Julian (jma1009) has written, that the Butch valve gaer was pretty good. So I guess, that the valve gear for Chub sould not be that wrong either. Nevertheless I'd like to discuss some changes that I made to the design. But not until I have shown some diagrams.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 29, 2021 8:38:33 GMT
Over to the valve gear design...
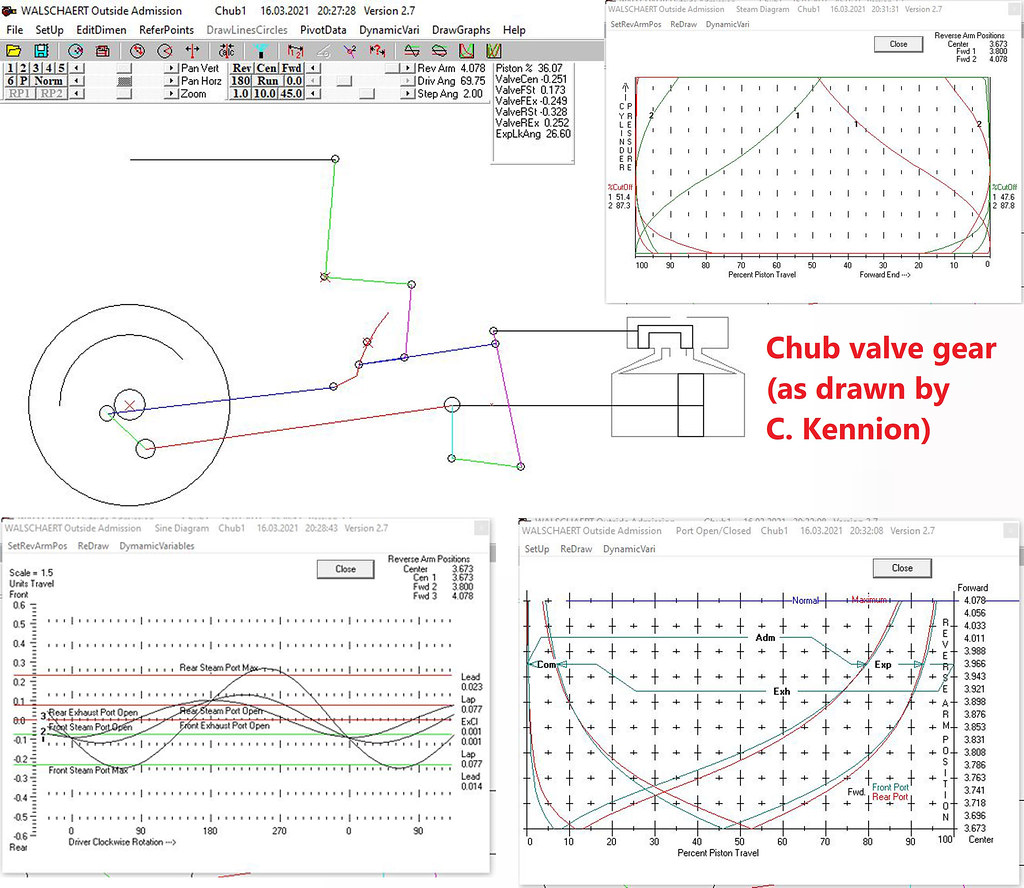
For te very basic calculation I used the common formulas but soon switched over to Don Ashton's Walschaerts Excel spreadsheet and the Dockstader Simulator. Even though some people say, that it asks for dimensions that are not necessary, I still find the simulator very convinient to use.
To get an impression where I'm at, I ran a first simulation with the original (as drawn) walve gear. The diagrams on this first plot only show the mid gear and two different forward settings.
When I converted the dimensions to metric and made the redesign work, I tried my best not to alter the valve gear dimensions too much. But as I have carried out the imperial-metric conversion only in +-0,1mm accuarcy, there were some minor changes in the proportions. To make sure that those changes won't completely mess up the valve events; I entered the by now fixed frame and Cylinder dimensions into the Don Ashton spreadsheet. All in all the results weren't too bad i.e. the suggested dimensions were not too far away from the converted metric dimensions. The following details were changed to the suggested values: - shorten anchorlink from 35 to 34mm - shorten upper combination lever top pin diastance from 6,5 to 6,4mm - elongate the eccentric rod from 115 to 115,5mm
The remaining dimensions didn't deviate from the calculated ones by an appreciable amount.
Those are the diagrams with the above modificatons. Again only for forward running but with 6 different cut off settings.
Should I be satisfied with that?
Apart from that the valve events should be as equal as possible for the front and rear side of the cylinders, I'm not quite sure what the different diagrams should ideally look like. I don't need to win IMLEC with my locomotive but maybe there could be made some further improvements.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 1, 2021 9:24:25 GMT
Is nobody willing to say something about the valve gear design?
Or are further / other dimensions needed for a proper evaluation?
You don't need te tell me which part should be alterded, it would already be of great help to know wether the diagrams look satisfactory or not.
|
|
uuu
Elder Statesman
your message here...
Posts: 2,860
|
Post by uuu on Apr 1, 2021 10:40:32 GMT
I have the same problem with these valve gear simulators. I've only found instructions on how to produce the graphs you show, not on how to interpret them. So I don't know if any changes I make have improved the valve events or not. Hopefully someone in the know will appear and tell all.
Wilf
|
|
|
|
Post by coniston on Apr 1, 2021 20:34:15 GMT
Like Wilf and yourself I have used the simulator only for entering an existing design to see what the outputs looked like but did not progress any changes as I could not fins a definitive information on reading the graphs. However my assumption would be that ideally you would want as close as you can to identical events at both ends of the cylinder (lead, cut off etc). I guess that are other factors to look at like compression? I will be interested to hear from anyone in the know about reading these graphs.
Chris D
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 7, 2021 8:31:11 GMT
Thanks Wilf and Chris for your comments. At least I'm not the only one who doesn't know how to interpret the graphs.
For now it seems like I will have to find it out the hard way by making the parts as I have modified them and hope for the best. I haven't made any of the valve gear components yet, so I would still be more than happy to read any suggestions about my modifications.
|
|
miken
Statesman

Posts: 502
|
Post by miken on Apr 7, 2021 16:21:11 GMT
In not saying that this will happen to you, but it happened to me.
Years ago when I built my second loco, I made the crossheads from cast iron.
On its first outing at the track i opened the regulator and it went chuff chuff chuff crack!
The neck of one of the crossheads snapped off.
Edit,
Sorry,
I've just realised that you haven't used cast iron, that was someone else on their project. A bit confusing.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 19, 2021 20:42:29 GMT
In not saying that this will happen to you, but it happened to me. Years ago when I built my second loco, I made the crossheads from cast iron. On its first outing at the track i opened the regulator and it went chuff chuff chuff crack! The neck of one of the crossheads snapped off. Edit, Sorry, I've just realised that you haven't used cast iron, that was someone else on their project. A bit confusing. As you have said, I intend to use gunmetal instead of cast iron. The sides will be rather thin, so I might have run into the same problem as you did. But thank you for your advice anyway.
Now there is finally some progress that is worth showing. I just realised that I have spent over 3 weeks messing about with the slide bars and finishing the cylinder covers.
I milled the flats onto the rear cylinder covers first. To find the datum (the center line) I clamped a finger type dial indicator in the lathe spindle and revolved it slowly around the cylinder cover. The slides were adjusted until the indicator didn't show any runout. The flat faces and the 6 holes were all machined in the same setup so as long as I didn't mess something up, everything sould be parallel and in the correct place.
The 6 mounting holes on each cover were then transfered to the cylinders. To ensure that the slide bar faces won't be out of square to the frames, I sat each cylinder with the rear cover clamped onto it on a surface plate and checked that the slide bar faces were parallel to the port face. The holes were the transfered, drilled and tapped M4.
With the cylinders off the frames, I thought it might be a good point to make and fit the cylinder cladding. I didn't fancy to drill the tiny holes in situ so being able to use the pillar drill seemed much safer. The cladding was cut from 0,5mm brass sheet with a jigsaw and bent around different pieces of steel. the process of bending and checking to get the radius right was surprisingly straight forward. The cut-outs for the drain cocks and levers were sawn after the bending was completed as they would have made the sheets much more awkward to bend.
Each cladding sheet is held in place by 4 M2 screws.
I didn't take any photos when making the slide bars. As it was discussed a few weeks ago, I made them out of bright drawn tool steel. Fitting them took ages but I finally got there. The final position will be adjusted when the crossheads are fitted.
I measured the distance between the slide bars at each side with an interal micrometer. Both pairs are 0,04mm closer together at the motion bracket end. Is this acceptable or should I take a little bit off the slide bar mounting faces?
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 26, 2021 20:03:05 GMT
I've made a start on the crossheads.
They were made out of two 50mm dia gunmetal offcuts that were just perfect for the job. The discs were faced off to the required thickness and milled into the rectangle shape afterwards. After a little digging in my drawers of end mills, I found a suitable one to mill the recess into which the connecting rods will eventually fit.
I didn't take any photos when milling the slide bar slots. I didn't use the vice as it isn't accurate enough and made a simple fixture instead. When thinking about my question about the slide bars not being parallel, I decided that the issue should be rectified. Now both crossheads could be moved nicely along the slide bars without binding or rattling. The right one came ot a little looser than I would have liked, but I will leave it at that for the time being.
The front portion was machined next. I was advised by an experienced club member, that I should make the croshead to piston rod connection of the threaded type with locknuts. He had problems with taper pins and cotter pins coming lose and since only uses siad type of connection. I will turn the piston rod threads on the lathe which should give me much better control of the fit than using a die. So fingers crossed, I shouldn't end up with wobbly threads.
Anyway, back to the crossheads. I carefully set the first one up in the 4 jaw and first drilled, bored and tapped the hole and did the heavy outside turning afterwards just in case something moves. Yes, I've bored the tapping size hole to make sure that it will run perfectly true as I didn't want to rely on the drill bit drilling straight. Note the bits of square steel in the slide bar slots.
That's the first crosshead nearly done and the second one half way through:
Now, its question time again: The Kennions drawing calls for the crank pins to be 5/16" dia with 1/4" threads on the outside ends. The drawing could be spotted in Rich's post of March 24. The holes in the crossheads are intendet to be 1/4" on the outside and 5/16" on the inside. Is that a good way of doing it? I could possibly fit a straight 5/16" or 8mm pin with a let's say 10mm or 12mm square head on the inside. Something like a fitted bolt. Due to the smalll clearance between crosshead and coupling rod, the head could only be about 2mm thick. A larger head might make removing the pins more awkward but it should be a little bit more rugged.
Any thoughts on this?
|
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961 
|
Post by don9f on Apr 26, 2021 20:56:56 GMT
Hi, you may need to remove the crosshead pin(s) on the completed loco in the future for maintenance etc. If they have to pass through the wheel spokes from the inside of the crossheads, this could limit the size of pin “head” that will fit?
With a smaller diameter on the outside, the pins can be secured:-
a) with no head required and
b) by not “squeezing” the crosshead side plates together
Just some things to think about....
Cheers Don
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Apr 29, 2021 20:05:49 GMT
Thanks Don for your advice.
I didn't think about the pin squeezing the crosshead sides and possibly distorting it. I only had the issues when removing the pin in mind. You have convinced me to stick to the drawn arrangement but I will probably cut a screwdriver slot into the pin. That should prevent it from spinning in the hole when the nut ist tightened.
|
|
don9f
Statesman
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961
|
Post by don9f on Apr 29, 2021 22:25:55 GMT
Hello lennart, on my BR Standard 9F loco, the crosshead pins have to be removed / refitted from between the spokes and the design has a hole drilled into the inside end of the pin, which was then “broached” out to a hexagon pocket, by pressing a piece of hexagon wrench (an Allen Key) into the hole. It is then straightforward to prevent the pin from rotating, whilst tightening gently the nut on the outside (smaller diameter like yours). The real things have to come out this way, but they have a keyway arrangement to prevent the pin rotating.....this would be harder to reproduce in model form!
If you can access the inside end of the pin with a screwdriver, even one bent over at 90 degrees, that would be just as good.
Regards Don
|
|