firebird
Hi-poster
 Conway now up and running
Conway now up and running
Posts: 157
|
Post by firebird on Nov 15, 2020 12:49:04 GMT
Hi Same here, progress is slow but since the lockdown I have a few more hours in the shop. After quartering the wheels this is the set up I used for drilling/pinning the wheels. They are tapped M5 and have grub screws loctited in. Note also I have fitted temporary drive pins to the wheels   No problems at all drilling and tapping. Cheers Rich |
|
dscott
Elder Statesman

Posts: 2,440
|
Post by dscott on Nov 17, 2020 3:22:05 GMT
Lovely work so far Rich.
Almost the same castings as used for Twin Sisters of which Butch is the simple version with a better boiler...
Well one that will pass inspection especially in Australia.
Yes I am now doing design work on the Twin. Sorry 2 F Fowler Dock Tank. All in 1 1/16" to the foot scale.
This is my 10 to 1 am bit of the hobby when it is quiet and can get many drawings out and re do with reference points and
things like that. Steps to scale shape as the internet has many photos available.
My starting point being a superb price on a part built Butch.
David and Lily.
|
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Nov 18, 2020 12:23:44 GMT
|
|
stevep
Elder Statesman
Posts: 1,073
|
Post by stevep on Nov 18, 2020 17:11:07 GMT
That seems to be OK. You can use the temporary rods as jigs for the real ones, but don't forget to leave a bit of slack in the bushes to allow for axlebox movement.
|
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Nov 19, 2020 1:18:54 GMT
 Having done the frame drawing for the new scale 2 F Fowler Dock Tank I couldn't resist milling out the frames. Typical that I did not want to upset the set vice. And that by clamping a big bar in place I could achieve a mill all round. Almost. 3 inches short. This is what you get for lengthening the frames by 2 1/4 inches.  This is where the NEW project started with the buffers drawing not fitting in with existing models. I have used the Butch buffers as they are just so lovely and the original buffer beam as the spacers. Yes by this time I had decided that the only way was to draw her out to the new size. Jessie is done to superb drawings. David and Lily. |
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Dec 2, 2020 16:24:26 GMT
Hi Lennart I don't wish to hi-jack your thread so if you would prefer me to post else where please let me know Nice work David and Julie I am about to make the pistons for my Chub, here's the plan  Before I do doe's anyone have any thoughts about using O rings instead of graphite yarn. Cheers Rich |
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Dec 3, 2020 1:39:37 GMT
 Two time consuming things here. One being to make the wheels more to scale by giving them an elliptical shape on the back as well as cleaning up the front. Two the nightly struggle with various model drawings which mostly do not convey the right information to the person in the workshop. Here we have stays 7 and 8 of the new 2 F Fowler Dock Tank born out of Butch parts and some Twin Sisters drawings which even I am struggling with. Jessie Drawings you just go and make. And she goes together superbly. David and Lily. |
|
JonL
Elder Statesman
WWSME (Wiltshire)
Posts: 2,990
|
Post by JonL on Dec 3, 2020 20:47:33 GMT
I am about to make the pistons for my Chub... Before I do doe's anyone have any thoughts about using O rings instead of graphite yarn. Cheers Rich Yes, my thought is do it! Silicone rings are an improvement for sure. I have them in my locomotive after it spat all the yarn up the blast pipe. A very useful, low maintenance upgrade. |
|
firebird
Hi-poster
Conway now up and running
Posts: 157
|
Post by firebird on Dec 6, 2020 13:10:41 GMT
Hi Thanks for all the comments :ThumbsUp: Just been speaking to a guy named Richard at GLR Kennions where Chub comes from,(No connection) very helpful  He says they sell loads of them Cheers Rich |
|
dscott
Elder Statesman
Posts: 2,440
|
Post by dscott on Dec 6, 2020 23:45:39 GMT
He is and the castings are superb and come grit blasted ready for installing under our correctly decorated Christmas Tree this year.
Details later.
Richard also did lots of cutting of sheet for our Jessie during Lockdown.
Strangely having to close his orders down at one point due to the shear numbers overwhelming him.
It is not his fault that the Twin Sisters drawings are not up to date. There are not enough hours in the day.
Even I have run out of things to draw until I catch up in the workshop.
It is lovely to be able to use almost all of the existing castings from GLR Kennions in the new bigger version.
The twin axle pumps were done on Saturday night, bigger capacity.
David and Lily.
|
|
lennart
Involved Member
 Currently building a Kennion's Chub as a first steam loco
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Dec 7, 2020 9:54:41 GMT
Hi,
Quite a lot happended here since my last visit.
I guess that when you intend to write a full build log it will be better when you start a separate thread. Otherwise it might get confusing over time which post is about whose project.
By the way I plan to install O-rings on the pistons, too.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 10, 2021 11:23:49 GMT
I still have to wait for some fittings to arrive for the boiler plant, so that project is running idle at the moment.
Instead of just waiting, I'd like to continue the Chub project. As I have written last year, the steam chests and cylinder covers were made next. This was done in April or May 2020 but I didn't get around to write something about them here. This is now long overdue.
The steam chest castings were only some simple milling and turning. One thing worth mentioning might be that I modified the glang boss ath the rear ends. The drawing calls for a much longer hollow portion wich would make the gland nut almost inaccessible. Since the hollow part on the casting does not do anything, I shortened it to give full access to the gland nut later.
I made the front cylinder covers next. There are castings for them but I made them from bar stock. The material looks like some sort of phosphor bronze. I found it at a local scrap yard so I don't konw what it actually is.
The roughing cuts resulted in this pile of chips. Aren't they just beautiful?
The rear covers were made from castings. As I have written in last November, the diameter to which the guide bars will be fixed was left oversize. The flat faces will be milled later. I made a simple fixture to get the outside to run true to the 32mm register.
Reaming the gland bore to 12mm:
The parts losely put together:
Things are starting to look like a locomotive. The cylinders are held in place by two screws each, just to get an impression.
The coulpling rods will be next. Hopefully I will find a way to make them at home with neither a milling machine nor sufficient travel of the lathe's cross slide to drill both holes in one set up.
|
|
stevep
Elder Statesman
Posts: 1,073
|
Post by stevep on Mar 10, 2021 18:18:16 GMT
Make adjustable coupling rods from a couple of pieces of steel, bolted together, so you can adjust the distance between the crank pin holes. When you have the wheels turning over freely, use the temporary rods as jigs to drill the actual rods.
I have some pretty hefty ones, which are fitted with bushes. This allows them to be used on different sized crank pins (by changing the bushes) and as a drilling jig by swopping to hardened bushes.
Drill the holes in the actual rods first, then if anything goes awry, you won't have wasted a lot of time shaping and fluting them.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 12, 2021 20:41:38 GMT
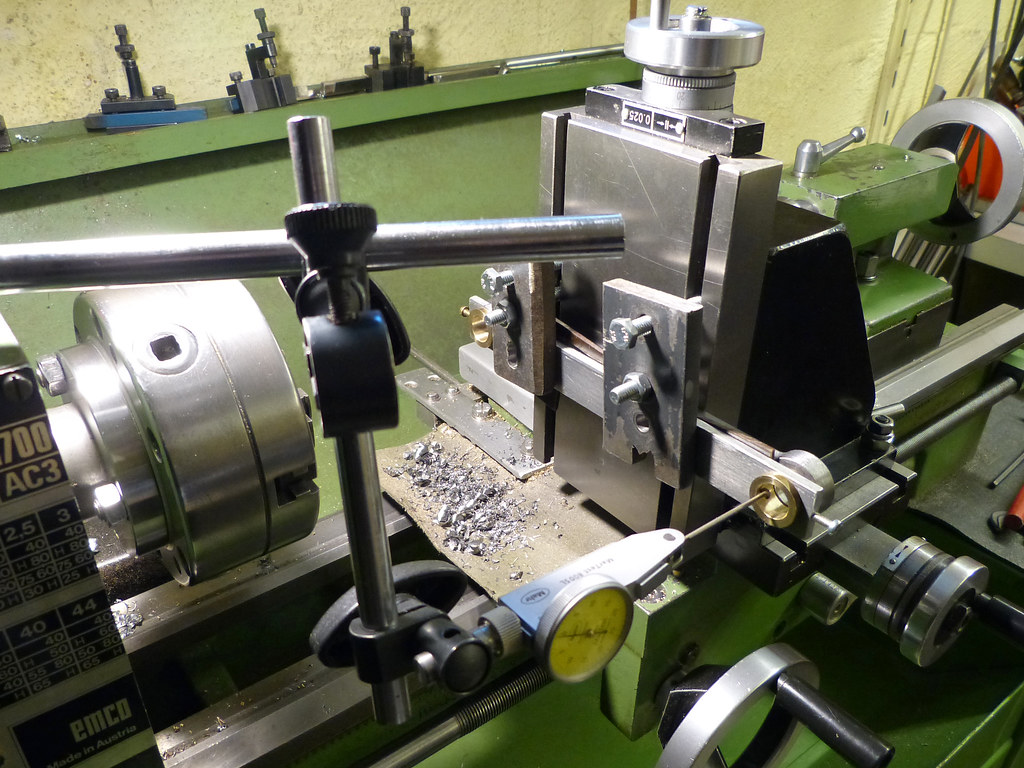
Thanks a lot Steve. I took your advise to make adjustable dummy coupling rods but used a different method to transfer the hole positions to the actual rods.
The temporary rods had brass bushes fitted, one of each was eccentric to adjust the hole distance. After some trying and adjusting, the wheels turned over freely without binding or any notable tight spots. So the quatering seems to be correct. I then swapped the rods to make sure that both were the same length (wich they thankfully were).
The actual rods were waterjet cut and needed only some minor fettling. I drilled and reamed one crank pin hole on each rod 12mm to get the datum for the other hole. One dummy rod and one actual one were clamped to the vertical slide and the first hole was aligned with the eccentric bush hole in the dummy rod. I used a finger type dial indicator to align the holes.
The indicator was then held in the chuck and rotated to align the second bush with the spindle. After the bush was pulled out of the rod, the second hole was drilled and reamed 12mm.
I could have bored the holes straight to 15mm for the bronze bushes but I preferred to double check the hole distance with the actual rods first.
Thankfully the wheels went round again without locking up.
Next job is to bore the four holes to 15mm and to mill down the thinned section.
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 14, 2021 18:56:23 GMT
Some more progress on the coupling rods.
To mill the thinned sections I made a simple fixture from an aluminum square bar. The following two picture should explain how I tackled the milling. I used a carbide endmill for the finishing pass which gave a much better surface finish than expected. So only some minor hand finishing was needed.
The four bushes were made next. I would have liked to use phosphor bronze but had nothing suitable laying about. So gunmetal had to be used instead. Hopefully it will do. I made them 3/100mm oversize and pressed them into the rods in the vise.
The oil reservoirs are 3,3mm but the hole through the bushes are only 1,2mm dia. I drilled the reservoirs 3,3mm so that I could tap them M4, if I'd like to fit caps alter. But for now, I will leave them plain.
Fitted to the wheels:
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 15, 2021 8:56:06 GMT
With the coupling rods done, I'd like to continue wth the cylinders.
The next parts to be made are the crossheads, guidebars, motion plates and to finish the rear cylinder covers. Before cutting any metal, I need to have some answers to the following questions.
1) Crosshead material: The drawing calls for gunmetal castings, but most locomotives, that I have seen have steel ones. Is steel the more suitable material or is it used to match the prototype. I think that a gunmetal crosshead on steel guides would be a better wearing combination. I'd also like to stick to gunmetal because I don't think that I can obtain the desired surface finishes on a steel crosshead. Will gunmetal be OK or should I use steel?
2) The order to machine the parts: Should I make the crossheads first and machine the calinder covers and motionplates afterwards to obtain the right distance between the slid bars, or should it be done the other way around? I guess, that it will work both ways but wich is less troublesome?
3) Clearance between guidebars and crosshead: The guides will be 32mm apart, so how much play (up and down) should I allow?
|
|
lennart
Involved Member
Currently building a Kennion's Chub as a first steam loco
Posts: 74
|
Post by lennart on Mar 17, 2021 9:49:55 GMT
Any suggestions for the crosshead questions, I've asked Monday?
When thinking about it a little more and looking through my metal stock, a fourth question arose:
As I understand it, the always suggested gauge plate for the guide bars is precision ground O1 grade tool steel. There is an ISO equivalent available (even in the needed 8x8mm section). But since it is a less common grade here, it is rather expensive. Instead I've got some lengths of bright drawn C45 (AISI 1045), which could also be hardened. Would that be a suitable material for the guide bars or should I get a length of the ground O1 equivalent?
|
|
uuu
Elder Statesman
your message here...
Posts: 2,858
|
Post by uuu on Mar 17, 2021 11:55:39 GMT
1) I wouldn't use just steel on both the crosshead and the guide bar - you could interpose a bronze slipper that would make it work. Or perhaps make the crosshead out of a lump of cast iron. My own loco, Jessie, has a number of castings (which I bought) where it would have been easier to machine from solid, or to fabricate. David and Lily have fabricated motion brackets for theirs which are definitely superior to my castings.
2) Jessie has shims shown, to get the alignment spot on - which shows Ken Swan anticipated that builders (himself included) would not machine the parts to perfection first time. I suppose it if was me, I'd get the guide bars lined up first, then fit the crosshead to them Others who've done it may have a more meaningful input.
3) As close as you can make it. A nice slip fit, rather than rattling. If they're slightly tight they'll loosen up with wear.
4) Jessie's guide bars are specified as mild steel, case hardened.
Wilf
|
|
|
|
Post by John Baguley on Mar 17, 2021 12:05:36 GMT
My own preference for the crossheads would be steel with the tool steel slidebars but a gunmetal crosshead with steel slidebars will be fine. You could always compromise and make a steel crosshead with bronze or cast iron slippers. If you use gunmetal for the crosshead you probably won't need to harden the slidebars.
You could make the crossheads before finally machining the flats on the cylinder end cover and then use the crosshead fitted to the piston rod as a gauge for setting the position of the flats. You can always adjust the fit later with shims if you take a bit too much off. IN fact, allowing room for shims will enable you to get the crosshead a perfect fit to the slidebars.
You want the crosshead a good sliding fit between the slidebars with no play so that it takes all the vertical load from the connecting rod. You don't want any of that load being taken by the piston rod and the rod gland. That will lead to rapid wear of the gland and probably scoring of the piston rod as seen on many models. In an ideal world, the rod gland should float to avoid taking any sideways loads.
John
Wilf beat me to it!  |
|
don9f
Statesman
 Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Les Warnett 9F, Martin Evans “Jinty”, a part built “Austin 7” and now a part built Springbok B1.
Posts: 961 
|
Post by don9f on Mar 17, 2021 19:50:21 GMT
My own preference for the crossheads would be steel with the tool steel slidebars Hi, when I built my BR Standard 9F, I thought about this combination of materials for the crossheads / slidebars, but was unsure if it would be ok or not. Fortunately gauge plate (ground flat stock or “tool steel”) was available in the correct sections, so I didn’t have to machine them to size and I thought that any hardening process was bound to cause distortion, so left them natural, or “as supplied”. The crossheads are machined from mild steel and having done hundreds of miles, they and the slidebars are still in good condition. I have used the same combination again on the 3F tank (Jinty)....everything seems ok on that loco as well, but to date it hasn’t run many miles. Hope that helps Cheers Don |
|